Plans for the future, intentions, developments...
«– Technology Tools –»
The free form air pressure modelling procedure in his application for the art.
Structure construction of the steel
Alloy steel. Without after treatment forging steel is called steel. The single
Steel grades restrained itself different. Thus the soft rivet steel is such stretchy that one process him to 8 mm of rivet diameter still coldly
can process. Tool steel on the other hand puts also in the glowing state of his deformation still noticeable resistance towards. The reason of this different behaviour lies in the different chemical composition of the steels.
Due to the kneading during the forging the steel structure is refined and condensed.
Steel containing beside the predominantly available iron always carbon. Further some other substances find themselves in low percentages, like silicon, manganese, phosphorus, sulphur, among the rest, more. Carbon strongly influences the qualities of the steel.
With increasing compensation steel becomes substantially more solid, harder and more brittle. The smith and weldability
decrease. According to the intended purpose one gives to the steel a carbon content of 0.05... 1.7 %. In no case, however, he loses by the admixture - from carbon and the like his metal qualities.
Steel is an alloy which consists basically of iron and carbon and whose qualities are determined by kind and amount of the alloying constituents. of the alloy steel is the pure iron (ferrum to distinguish Fe), this a Fe compensation of 99.90... 99.98 % has. It is silver white and so soft and stretchy that it is used only in few special cases for technical purposes, thus, e.g., because of certain magnetic qualities.
Structural constituents of the steel
In the operation one judges the material often by the rupture structure concerning chemical composition, treatment and any mistakes and observes, besides,
whether the rupture images smartly or granulated, brighter or more darkly, more weakly or more brilliantly appear.
Because, however, the circumstances, as the rupture was caused, the lighting and other ratios influence on the appearance of the fractured surface
have, one must be careful with the judgment.
Structural composition (Gestein) of the steel
It concerns to a steel, carbon content after the right end to from 0 to 1.7 % rises. One recognises at the beginning bright fields which give way after the centre to a dark mass, to the right appear in the reinforced measures of bright veins. The dark mass carries, because of her effect reminding in nacre , the name Perlit. The bright veins represent a chemical compound of iron and carbon, the iron carbide (iron carbon), as a structure constituent (Secondarily) Zementit called. It consists from three atoms iron and a atom carbon (Fe3C). A comparison with the below the grinding pattern empanelled carbon content lets recognize that up to 0,9 % an increase in Perlit under suitable decrease of ferrite appears. With a carbon content more than 0.9% Perlit is substituted in rising measures with Zementit, ferrite is not
more existing.
% Carbon content. The curve shows the hardness values extremely accessible as a function of the carbon content
Grinding pattern with acclivitous carbon content.
a) Ferrit (200 case),
b) Perlit (600 case),
c) Zementit-net(150 case).
As structure constituents of the natural-hard steel one finds ferrite, Perlit and Zementit. Besides, the carbon is in the form of a chemical compound represent, the chemist iron carbide and which metal expert Zementit calls. For cast iron or raw iron coming other structure constituents
in addition.
Iron: The fourth-most frequent element of the earth's crust (chemical symbol Fe; atomic weight 55.9; ordinal 26; relative density 7.8; melt point 1535 ℃). In pure form iron is a silver-grey, tough, malleable, magnetic metal. Chemical is seen iron, like most metals, a good reducing agent, that is it loosens oxygen from chemical compounds. The element owns four stable isotopes. Because of the big frequency of his deposit (5 weight percent of the earth's crust) and his excellent qualities it has become the most important metal of our industrial age. Above all in the production of mild steel, cast iron and wrought iron and from raw materials for the dye industry it finds application.
Alloy: Mixture or combination which arises through fusions of a metal with another material which can be metallic or non-metallic.
Most metals which we use today are alloys. By union of materials in the right quantitative proportions scientists generate alloys with the certain physical properties which are used for scientific or industrial purposes. Examples of it are many sorts of steel, brass and bronze. The qualities of an alloy absolutely differ from those of the metals which are containing in thus, for example, the melt point of silver lies with 960 ℃ from copper with 1083 ℃ while alloys of silver and copper melt points between 770 ℃ and in 1069 ℃ own. While cooling alloys forming different kinds of crystals, and the qualities of an alloy are determined extensively by the prevailing crystal kind. Metallurgists have found out that the behaviour of an alloy depends very strongly on her chemical composition and the cooling rate. By quick cooling, so-called »Quenching« no big crystals can incurred; one uses this process, hence, to the production of hard alloys. By the alloys of magnesium, aluminium and titanium which distinguish themselves by big hardness and low weight one has in the airplane and rockets building
big progress achieves. Under ---> one understands steel many ferrous alloys with different shares in manganese, wolfram or other metals.
Metals: Big group (71 of a total of 92) of course more seeming elements, the certain physical and chemical qualities have in common (--->periodically system). These similar qualities touch from resemblances in the atomic structure of these elements here; nevertheless, they are in her appearance, the frequency of her deposit and certain one to typical qualities passed away very much. Metal atoms own at most four electrons in the extreme shell and reach in chemical connections thereby a stable form that they deliver electrons from this shell. The responsiveness of a metal hangs from the number of the external electrons from. These electrons which can move within the metal crystal quite freely from atom to atom hold the crystal together into which they enter connections with the positively charged atomic nuclei. From the availability of these free electrons let themselves quite in general the typical ability of the metals to carrying electric current and to send out electrons, as well as her deformability and forgeability explain.
Metals are not only good conductors of the electricity - silver is, by the way, the best conductor, but also own relatively high densities and high boiling points and melt points; they are not least good heat conductors, and again silver is the best. Metals are composited from crystals of definite structures. With warming or radiotherapy they send out electrons. Up to mercury they are solid bodies, ductile (copper distinguishes itself in this particularly), forgeably (gold best) and deformable. All metals own the chemical quality to react with oxygen under education of oxide, and this metal oxide is ---> bases.
Non-metals: Group of elements, which one in useful, but arbitrary manner from ---> metallically makes a distinction (--->periodical system). Non-metals are bad electric conductors and only hardly deformable and show high ionisation voltages. They are generally oxidizing agents; the less metallically her qualities are, her oxidation ability is the greater. Non-metal oxide forming acids with water. Some elements, namely tin, antimony and tellurium, are neither unambiguously metallic nor non-metallic, but show qualities of both element groups; one calls them, therefore, metalloids.
Nickel: Chemical element with the character Ni, to the atomic weight 58.71, the ordinal 28, to the specific gravity 8.9, to the glaze point 1453 ℃
and the boiling point in 2800 ℃. Pure nickel is ferromagnetic, very stretchy and able of polish, continuously against air, water and alkalis, but dissolvably in acids with which it forming salts of greenish colouring. Good-quality nickel seems only in meteorite iron, otherwise mostly in copper and cobalt circuits as a nickel brightness, nickel blossom and nickel gravel. Nickel ores are won particularly in Canada, the Soviet Union, New Caledonia and Cuba. One uses nickel primarily for nickel-plating and plating of iron and steel, as well as in alloys: Nickel steel (very hard and rustproof), Nickel silver, Niccolite (copper
-nickel-stannic-alloyage for heating conductors etc.), monel metal, Chromel, constantan, Alfenide etc. in the electrical industry serves nickel as a catyliser.
Oxidation: Addition of oxygen to an element or a chemical compound. The oxidation speed varies very strongly. Only one small heat quantity is delivered to slow oxidation, as for example with the rustt of iron. With quick oxidation against it, as for example with the combustion of a fuel, there incurreds a lot of heat and light, and very quick oxidation can be explosive. Every reaction with which electrons crossing take place is ordinarily an Oxydations-Re-ducing-reaction (Redox reaction). Besides, that basic material which loses electrons is oxidised, that reduces against it which takes up the electrons. The number of the delivered electrons conforms to the number of the taken up electrons. Also -> rust.
Melting points a few materials
Cloth
Melting point
Oxygen
-282 ℃
Mercury
-39 ℃
Ice
Divisibly ℃
Gold
1062 ℃
Iron
1535 ℃
Platinum
1773 ℃
Diamond
3500 ℃ or higher
Spark test, spark picture elements
Mn, Cr, Ni, V und Co as alloy elements of steel have few or no influence on the spark images.
Material alloy components in %
Case hardening steel C 15. 0.15 C; 0.25 Si; 0.37 Mn. Colour: Yellow-white. Form: Smooth ray, few C-explosions. influence of C.
Heat-treatable steel C 45. 0.45 C; 0.25 Si; 0.65 Mn. Colour: Yellow-white. Form: Many sting-shaped C explosions. influence of C.
Tool steel C 100. 1, O C; < 0.25 Si; < 0.25 Mn. Colour: Yellow-white. Form: Many C explosions strongly ramifies. influence of C.
Lay. Tool steel 60 Mn Si 4. 0.6 C; 1.0 Si; 1.0 Mn. Colour: Yellow-white. Form: Many C explosions. Before these bright humps. influence of C and Si.
Spring steel 45 Cr Mo. V6 7. 0.45 C; 0.25 Si; 0.7 Mn; 1.4 Cr; 0,7th of Mo.; 0.3 V. Colour: Yellow orange. Form: Thin rays with lance carats. influence of C and Mo.
Alloyed tool steel 105 W of Cr 6. 1.05 C; 0.25 Si; 1.0 Mn; 1.0 Cr; 1.2 W. Colour: Reddish orange. Form: Very thin rays, ray ends Tongue-shaped. influence of W.
Warm work steel 45 W of Cr V 7. 0.45C; 1, OSi; 0.3Mn; 1.1 Cr; 0.2 V; 2.0 W. Colour: Red orange. Form: Few C explosions with connecting bright club. influence of W and Si.
Cold work steel X 210 Cr W 12. 2.1 C; 0.3Si; 0.3Mn; 12Cr; 0.7 W. Colour: Red orange. Form: Short sheaf, in hardened condition many C explosions. influence of W and C.
Quick work steel p. 18 - 0-1 0.75C; 18 W; 1.1 V; 4.2Cr. Colour: Red orange. Form: Discontinuous ray, only isolates C explosions. influence of W and C. St 37 flying sparks
1. Burnt out horse forms for the abstracts unicorn.
2. Grinding of the abstract unicorn after the weld together, in the selfbuilt X Y Z coordinates cross grinding fixture.
3. The finished product. Steel sculpture abstract unicorn. Technique: Welded sheet steel. With annealing colors. Fine grind and varnishes with 2K clear varnish.
Steel - glow colours - tempering colors Steel glow colours tempering colors employed on:
Steel sculpture racing horse on skids. Swinging sculpture.
Abstract piece of art steel figure KH.
Butterflies from sheet steel with annealing colours decorates.
Steel image torch runner. Sheet steel with steel annealing colors, painted with the flame heating.
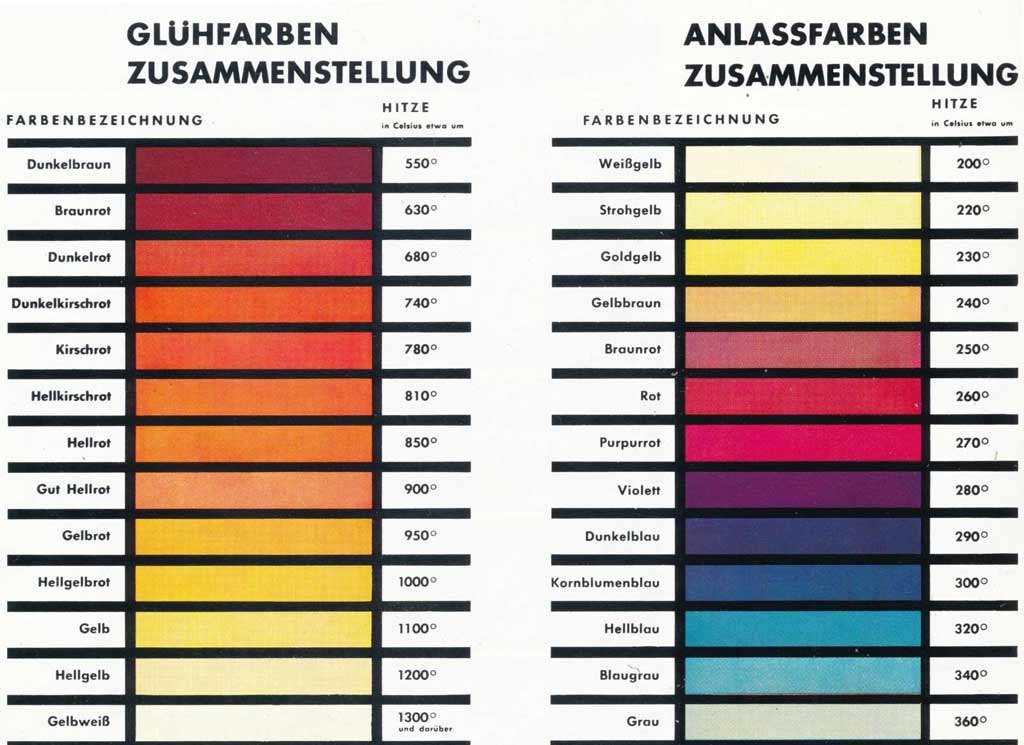
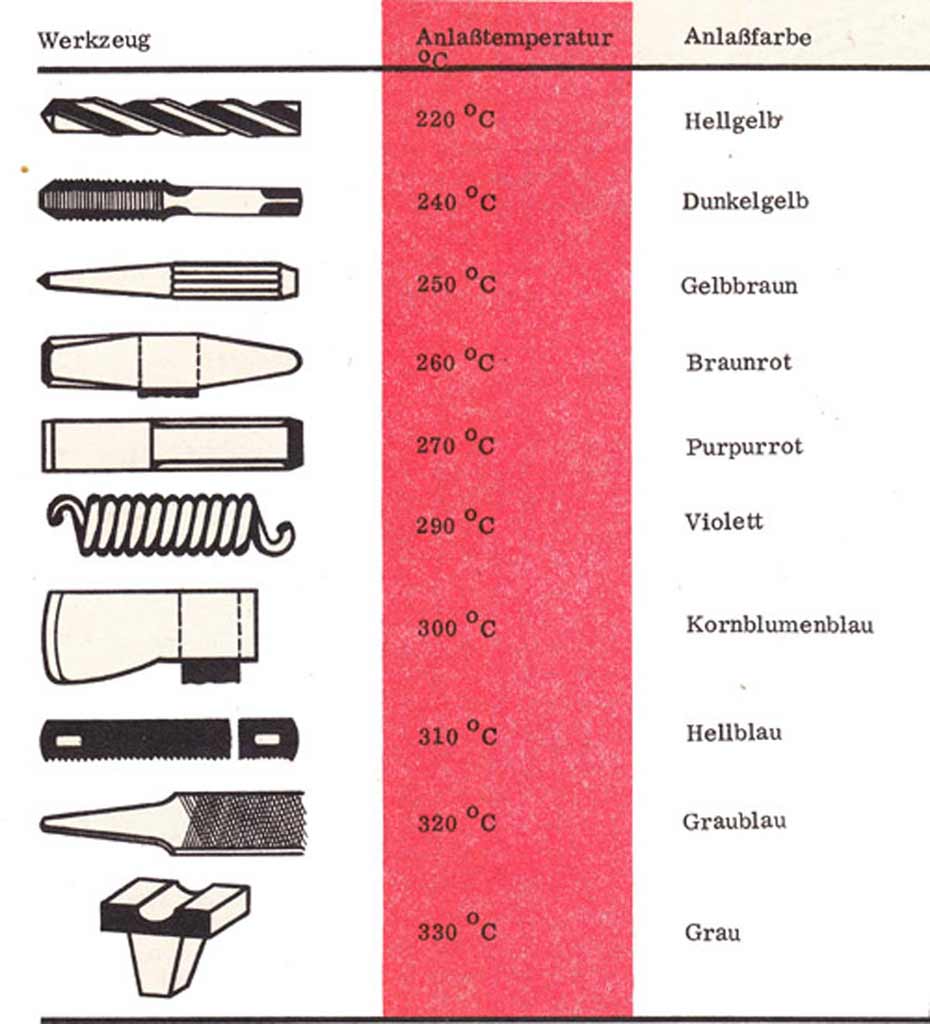
Temperatures of tempering and tempering colors for tools
Quenching and tempering for purpose: Realisation
Raise to the tensile strength and pit foremen of the toughness. Steels are hardened and afterwards kept on a temperature
between 450 ℃ and 700 ℃.
Operation in the material:
Carbides are eliminated fine-grained and evenly in the structure
distributes. By the refinement of the structure rises the hardness.
Please note:
Well suitably for this warm treatment the reimbursement steels are according to TGL 6547.
Iron materials
1. Steel without aftercare in the warm or cold condition transformable ironworks substance with a carbon content to 2.06%. 2. Cast steel malleable, in forms poured steel. 3. Cast iron from raw iron, casting rupture and scrap metal smelted and in forms poured ironworks substance with a carbon content more than 2.06%. Steel
1. Unalloyed.
2. Low-alloy.
3. Alloyed.
4. High-alloy.
Unalloyed steel containing except 0, from 05 to 2, 06% of carbon still small quantities of other iron companions (to 0.5% Si, to 0, 8% Mn, to 0, 09% P and to 0.06% S). Mass-construction-steels, called also general constructional steels, are used mainly in the steel construction and mechanical engineering. Their technically most significant qualities are a tensile strength and forming capacity. With rising tensile strength takes the forming capacity away. Constructional steels are marked after her minimum tensile strength. Examples: St 33, St 60, St 70.
Approximately 600-720 MPA
General engineering steels are into three groups of qualities distinguished:
Quality 1 for general requirements, in the basic Thomas Converter smelted.
Examples: St 38, St 42.
Quality 2 for higher requirements, in the Siemens-Martin-Oven
smelted,
1) 2) uncalmed (u) or calms (c) poured.
Examples: : St 38 u-2, St 42b-2.
1) While cooling the liquid steel freely to growing gases move the steel into flowing movement. He is worried. If these gases cannot escape, they forming in the steel block the gas bubbles which are mostly welded with the roller of the steel.
2) Places: one of the steel glazes aluminium to, so the gasification is prevented. The steel is calmed. His chemical composition is steady.
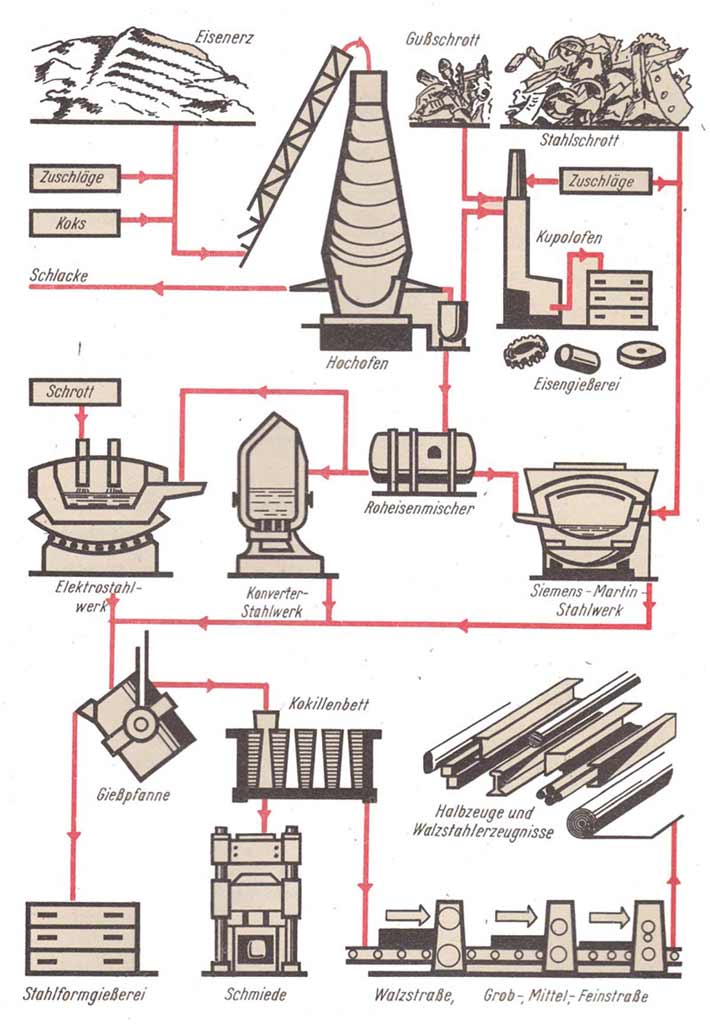
Schematic sequence from iron ore to the steel product. Weldability
The weldability of the steels is calmed depending on the chemical composition of the material, the steel making process and the pouring practice (uncalmed). The directives of the central institute of welding technology are valid for the welding of the steels.
Melt welding capables itself for calm and half-calm steels better than for uncalmed. The carbon content has influence on the weldability of the general mild steels. The upper border lies with 0.22 %C (hardness increase by quick cooling of the welding parts). With higher C compensations special measures are necessary (Warm up).
To the melting welding appropriate steel brands:
St 34 u-2 St 38 S St 34-3
St 34 hb-2 St 38 u-2 St 38-3
St 34 b-2 St 38 hb-2 St 42-3
St 38 b-2 St 52-3
Resistance-butt-welding is possible with all steel brands.
Pressure welding is possible generally with steel brands with at most 0.20% of C. The suitability to the pressure welding decreases with rising silicon compensation.
Alloy elements and her influence of the properties of the steel
Alloying element
Influence of solidity and technologically properties.
Other operation
Carbon
C
Improved tensile strength, yield point and hardness; reduced elongation, forge and weldability.
Remanence and electrical resistance rise.
Phosphor
P
Improved tensile strength, elastic limit and machinability; reduced elongation and impact resistance.
Improved machinability; reduced elongation, forgeability and weldability.
Reduced conductivity; improved hot brittleness, might molten steel consistent.
Nitrogen
N
Improved yield point, degree of hardness and resistance; reduced deep-drawing property, favored ageing.
Enhances the corrosion resistance.
Silicon
Si
Improved tensile strength, degree of hardness and elasticity; reduced forgeability, weldability and machinability.
Favored the graphitization, improved essential the electric resistance.
Manganese
Mn
Improved tensile strength, elongation, forgeability and resistance to wear; reduced machinability and cold ductility.
Improved thermal expansion; reduced conductivity.
Chrome
Cr
Improved tensile strength, high-temperature strength, scale-resistance and full hardening; reduced crushability, weldability and machinability.
Improved remanence and corrosion resistance; reduced thermal conductivity and conductivity.
Molybdenum
Mo
Improved tensile strength, degree of hardness, high-temperature strength and wear-outresistance; reduced forgeability.
Improved remanence.
Nickel
Ni
Improved tensile strength, degree of hardness and full hardening; reduced machinability and Deep-drawing property.
Improved remanence and corrosion resistance; reduced conductivity.
Tungsten
W
Improved tensile strength, degree of hardness, cutting ability to maintain and resistance to wear; reduced elongation, forgeability and machinability.
Improved remanence (alloy addition for magnetic steels); reduced sensitivity against high temperatures.
Vanadium
V
Improved tensile strength, degree of hardness and high-temperature strength; reduced machinability and Deep-drawing property.
Improved remanence and corrosion resistance; reduced thermal conductivity.
Cobalt
Co
Improved tensile strength and cutting ability to maintain; reduced rusting and full hardening.
Improved remanence, conductivity and thermal conductivity.
Titanium
Ti
Improved tensile strength, degree of hardness and weldability; reduced machinability.
Yields great refractiveness against heat, pressure and corrosion.
Use and features a few highly alloyed steels
General name: Quick work steel steel brand Short name: X97WMo3.3
Signs: for rough-working and simple works on materials with tensile strength of max. 830 MPa
Use: rotary guts tools, like drill, circular saws to the metal working, reamers, twist drill
General name: Quick work steel steel brand Short name: X82WMo6. 5
Signs: Quick work steel for high power for the treatment of materials with a tensile strength more than 850 MPa
Use: Turning tool and plane chisel, broaches, thread drill, backed off drills, thread chaser
General name: Quick work steel
Steel brand Short name: X133WCol2.5 signs: Quick work steel with high wear hardness and warm hardness, for works without cooling suitably
Use: Spin and recessing tool, moulder tools, reamers, drills, guts wheels
General name: Steels resistant to acid and resistant to rust
Steel brand Short name: X20Crl3 signs: stainless steel, oil hardener
Use: Plastic press moulding's for chemically attacking masses
General name: Steels resistant to acid and resistant to rust
Steel brand Short name: X10Crl3 signs: stainless steel, not hardenable use: medical instruments Heat treatment unalloyed steels
Through procedure such as hardening, annealing and quenching and tempering will become the setup of the metal structure
adjusted. With it change itself the properties of the steel, such as degree of hardness, tenaciousnes,
Tightnesses and elasticity.
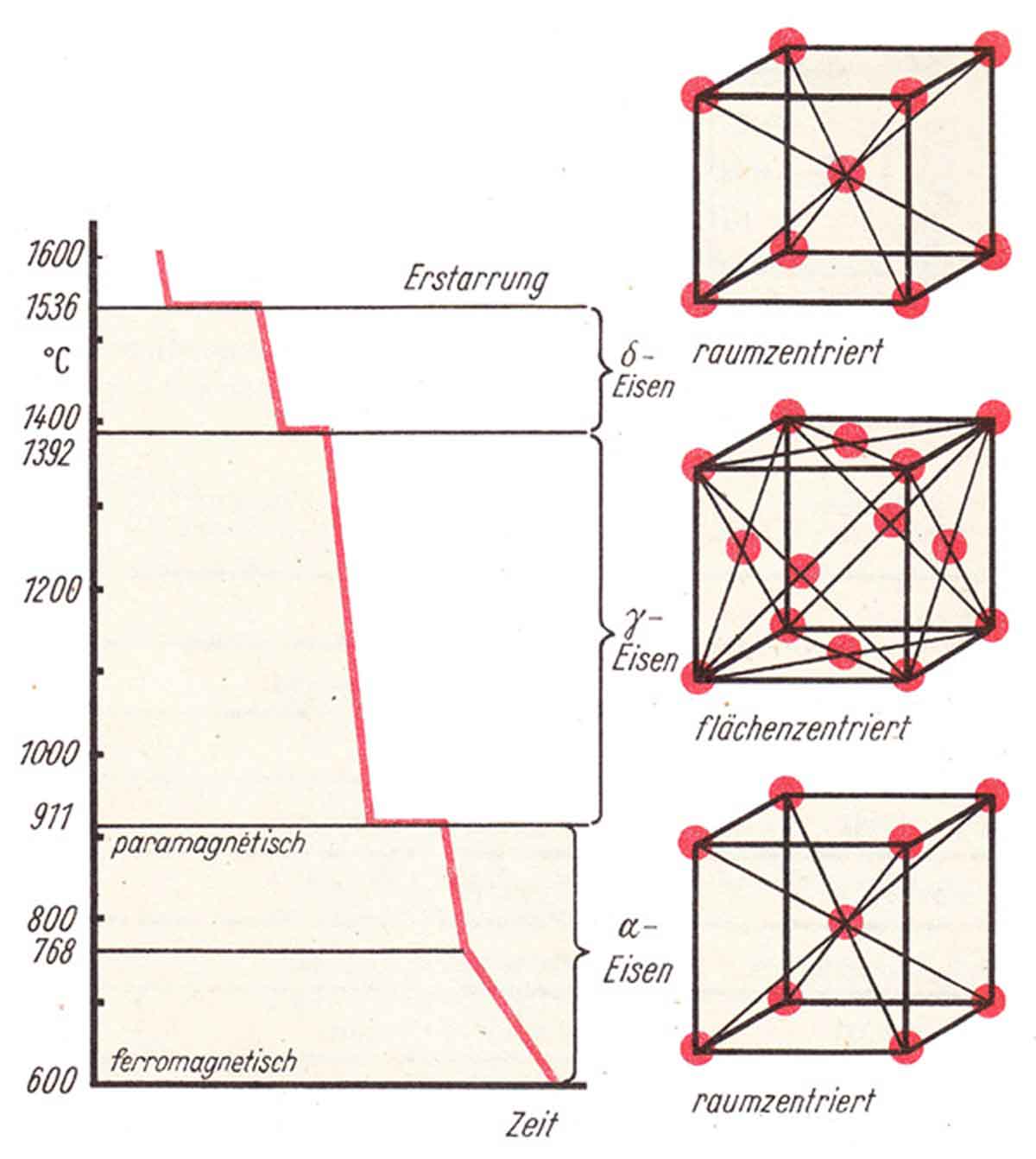
Change of the lattice structure of the pure iron.
Will pure iron of the temp 1600 ℃ slow cooled off, then changes
itself also in the strongholds iron the lattice structure.
Thereby will warmth free. That'll
through the stopping places in the cooling curve explicitly.
Simplified constitutional diagram of the system Iron carbon
Material property modification
General substance qualities of a solid body can be changed by transferring, selecting or bringing in of substance corpuscle and a deformation appearing thereby are not heard to the being of the process.
transferring of substance corpuscle: It changes the structure or the crystal grid or both, e.g., Harden, compacting, annealing, magnetising. Weeding out particulate: Qualities of solid bodies are changed on chemical or thermal way, e.g., decarbonizing with the annealing. Yield of particulate: Properties solid will be adjusted, e.g. through carburizing, nitriding. Heat treatment of the steel: She aims at structure changes in the material with the help of a change of the temperature or the temperature expiry. Certain desired qualities arise from these structure changes. Annealing: It is warm a of the work piece in the strongholds state with subsequent, as a rule slower cooling. It are distinguished: Soft annealing, stress-free annealing, normalizing heat treatment. Details see in the materials science! Warm up: Is that heating-up on moderate processing temperatures. Heat up: Is that heating-up on increased temperature. Glow temperature: Is the one who temperature, on the for a heat treatment warms or heats becomes. Heat penetration time: Is the length of time from accomplish the required temperature superficial of the of the work piece until accomplish the required temperature at the core or with unilateral calefaction at the rear side. Holding time (annealing time; annealing cycle): Is the time, during the workpiece after soak on the appropriate temperature are kept. Cool off: Is that slow or normal attaint of the temp a warmed or heated of the work piece. Cooling-off period: Is the length of time from the beginning of the cooling until accomplish a certain temperature, mostly room temperature. Quenching: Is that accelerated cool off a warmed or heated of the work piece. Burning-off: Are the losses of material through oxidation of the warmed of the work piece (burn to death). Overheat: It arises through too high glow temperature , feeds coarse grain formation and large burning-off. Overtiming: Is a too big stop time, it feeds coarse grain formation and large burning-off. Melting and boiling points
Bodies
melting-boiling point
Alcohol (ethyl)
-114 ℃ 78.5℃
Aluminium
658 ℃ 2500 ℃
Antimony
630 ℃ 1635 ℃
Petrol
Ninety-a hundred ℃
Lead
327 ℃ 1750 ℃
Bronze
900 ℃
Chromium
1800 ℃ 2330 ℃
High-strength brass
1800 ℃
Iron, former clean
1540 ℃ 2880 ℃
Gray raw iron
1250 ℃
Forge raw iron
1175 ℃
Steel
1400 ℃
Ingot steel
1500 ℃
Caoutchouc
125 ℃
Cobalt
1450 ℃ 3180 ℃
Copper
1083 ℃ 2560 ℃
Air
193 ℃
Manganese
1250 ℃ 2030 ℃
Brass
~ 930 ℃
Molybdenum
2600 ℃ 4700 ℃
Nickel
1455 ℃ 3100 ℃
Petroleum
A hundred and fifty ℃
Platinum
1773 ℃ 3800 ℃
Mercury
-38.8 ℃ 357 ℃
Oxygen
-218 ℃ -183 ℃
Nitrogen
-210 ℃ -196 ℃
Tantalum
3000- ℃ roll-over bar. 4100 ℃
Vanadium
1720 ℃ roll-over bar. 4100 ℃
Water
Divisibly ℃ a hundred ℃
Hydrogen
-259 ℃ -253 ℃
Bismuth
-271 ℃ 1500 ℃
Tungsten
3380 ℃ 5000 ℃
Zinc
419 ℃ 807 ℃
Tin
232 ℃ 2430 ℃
Cylinder oil
Roll-over bar. 310 ℃
Glow colours of the steel
Color
Degrees of heat in ℃
In the dark red
475 ℃ - 550 ℃
Dark Red
550 ℃ - 650 ℃
Dark-cherry-red
650 ℃ - 750 ℃
Cerise
750 ℃ - 850 ℃
Light cherry-red
850 ℃ - 925 ℃
Orange
925 ℃ - a thousand ℃
Yellow
A thousand ℃ - 1100 ℃
Yellowish white
1100 ℃ - 1250 ℃
Incandescent
1250 ℃- 1400 ℃
Welding heat
1400 ℃ - 1600 ℃
Forging
To smiths. Purpose: Forming of the metallic materials which cannot be brought with ambient temperature or only hard by pressure, bends or weights of punch in the necessary form and must be heated, therefore. The styling occurs in the area between stretching and rupture border if the material is in the condition of the biggest formability and the slightest effort is necessary. At the same time a grain refinement and improvement of the material qualities is possible.
Application
For all metals which admit considerable deformation with warming about recrystallization temperature, without the material connection is destroyed (steel, cast steel, in limited measure malleable cast iron, copper, bronze, brass, magnesium alloys and aluminium alloys, particularly the group of AlCuMg alloys). The process is connected with only low material losses. Disadvantageously is the big tolerance necessary with many smith's processes.
Comparison of the manufacture of a bolt with head:
Machining formed considerable material losses, direction of grain discontinuous, production time high, firmness reduces
Forged
Hardly material losses direction of grain is preserved, production time low, firmness increased
Influence of temperature
Temperature influence with malleable materials (wrought alloys) firmness and elasticity are dependent on temperature. The firmness decreases at rising temperature, the stretch to; with steel only at temperatures more than 400 ℃. The temperature range of from 200 to 300 ℃ is very unfavorable for the reshaping of steel, because the material gets here in a condition of the solidification and embrittlement.
Tightnesses and elongation of St 42 with higher temperatures
Forging temperatures
They should lie about the recrystallization temperature. If the material is heated too much (overheats) or too long on high temperature held (over clocked), coarse-grained structure with low firmness incurred. The necessary smith's temperatures are dependent on the alloying constituents, with steel particularly from the carbon. They lie, e.g., with mild steel between 850 and 1200 ℃ tool steel between 800
and in 1050 ℃ quick work steel between 1000 and 1050 ℃ brass (60% of Cu) around 700 ℃,
Aluminium around 500 ℃ AlCuMg alloys around 420 ℃. The manufacturer's operations show exact values for the materials. heating carbon arms steels can be heated fast up to the smith's temperature, alloyed steels rich in carbon slowly up to the red heat, then fast up to the smith's temperature. cooling down workpieces must cool down after the forging's slowly and evenly to avoid undesirable hardness and tensions.
Burning-off
The smith's piece may be put out with the warming not too long to the blower air directly, because, otherwise, an oxidation to Fe304 (tinder or iron hammer impact) and raised material loss (burning-off) appear. At very high temperatures it can coming to the scaling about the grain boundaries in the material inside, the steel cannot be forged any more, he has burnt and has crumbled.
If glowing tool steel is put out long to the airflow of the blower, the aerial oxygen burns the carbon of the edge layer, the steel is not any more hardenable. Coal about the air nozzle must always lie to distribute the airflow. Sulphur from the coal forming in the grain boundaries of the heated steel sulphur iron fez, the steel becomes red-fragile or warm-fragile. Therefore, fresh coal must be laid to the edge of The fire where the sulphur burns - the coal "scarfing ". gas stove and electric stove enable to keep away aerial oxygen and sulphur from the workpiece.
Forging arrangement
Smith's process, heated material is forced between two upsetting areas by straight compressive forces of his source form in the desired form. Material flows into the direction of the slightest resistor. The compressive forces can dynamically incurred (by hammer impacts) or statically (by pressing). The reshaping is depending on
1. the temperature of the workpiece
2. the kinetic energy of the hammer impact.
Influence of the temperature of the material on his plasticity. The inertia of the anvil and workpiece measures counteracts against the impact of the hammer impacts. The material is kneaded with the forging's, gas bubbles and cavities are pressed together and welded.
beside the free forming air pressure modelling procedure process with compressed air and vacuum, stand even other series of experiments of the pressure modelling procedure
for steel sheet hollow body segments with steam as well as the high-speed reshaping by blasting agent.
Sculpture model dinosaur yet cold blown, then gas-tightens welded and with water filled. Heat for water-vapour pressure through straw fire ---> Extrusion.
The freeform atmospheric pressure modelling procedure in its application for the art. Resultant results of the Pilot project "Freeform atmospheric pressure modelling procedure"For welded together steel sheet hollow body.
Dolphin raw body
Dolphin raw body. Basic material strength ST 37 sheet steels 1.2 mm. After achievement of the stretch yield strength by cracking, material strength: 0,10-0,16mm.
Steel dolphin. Blown steel, osmotic copper-plated and varnishes.
Steel sculpture dragon of the 1st generation. Under atmospheric pressure through-annealed and thereby extruded. Through individual and partial heat supply with the flame heating is done the artistical expansional modeling.
Steel dragons of the 2nd generation. Under air pressure heated until red-hot and thereby extruded. By individual and partial heat supply with the burner flame the artistic expansion ulna modelling occurs.
After the achievement of the yield strength the material strength of 1.24 mm decreases to approximately 0.16 mm with a factor of 7. By cutting open
of new metal sheets or the plug-welding of the places they have cracked, the gas density is restored to the wide modelling.
We see advantages of the modelling procedure for the art, primarily, in so far as originally, because the pieces of art economically actually
are produceable. Just because of the low dead weight and the high body firmness, given by the optimally steady expansion while glowing through under air pressure, offers to our opinion after an optimum for colossally big pieces of art.
sheet steel about horses Positivform in the vacuum with the hammer of lead modeled
Air pressure modelling procedure by vacuum treatment for silicon-containing steel deep-drawing sheet.
1. Of modeled horses blank.
2. Manganese steel fortified horse form.
3. The ready result.
Steel pillar monolith
In the change-out with compressed air modelling, as well as compression by vacuum, without any hammer impact effect in the modeling process. By the material fatigue the metal sheet and it creases the rudimentary primary rocks simulations incurred.


 Due to the kneading during the forging the steel structure is refined and condensed.
Steel containing beside the predominantly available iron always carbon. Further some other substances find themselves in low percentages, like silicon, manganese, phosphorus, sulphur, among the rest, more. Carbon strongly influences the qualities of the steel.
Due to the kneading during the forging the steel structure is refined and condensed.
Steel containing beside the predominantly available iron always carbon. Further some other substances find themselves in low percentages, like silicon, manganese, phosphorus, sulphur, among the rest, more. Carbon strongly influences the qualities of the steel. 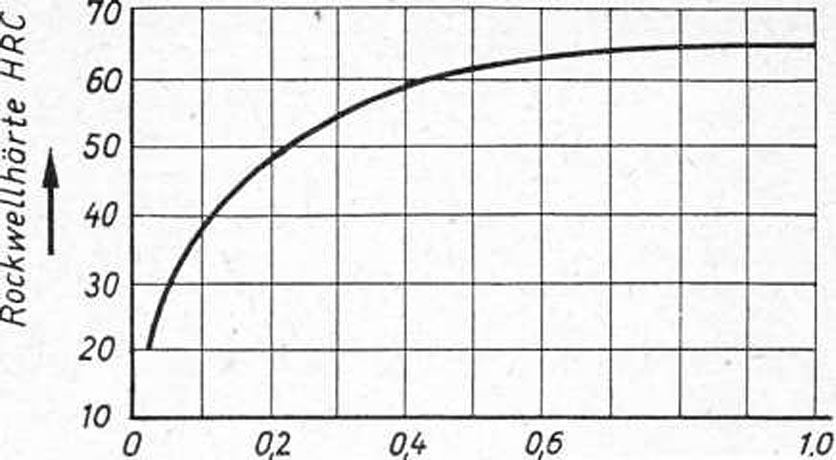 % Carbon content. The curve shows the hardness values extremely accessible as a function of the carbon content
% Carbon content. The curve shows the hardness values extremely accessible as a function of the carbon content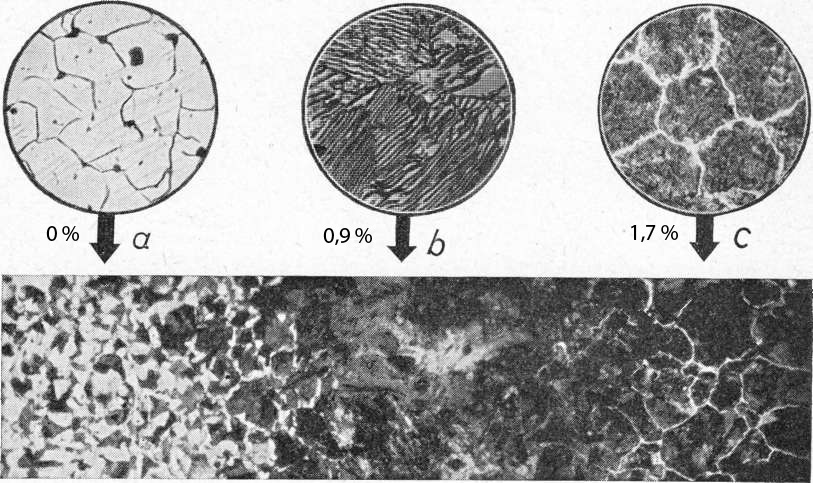 Grinding pattern with acclivitous carbon content.
Grinding pattern with acclivitous carbon content. Mn, Cr, Ni, V und Co as alloy elements of steel have few or no influence on the spark images.
Mn, Cr, Ni, V und Co as alloy elements of steel have few or no influence on the spark images.  Case hardening steel C 15.
Case hardening steel C 15. 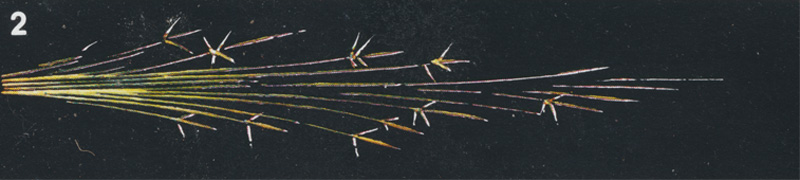 Heat-treatable steel C 45. 0.45 C; 0.25 Si; 0.65 Mn. Colour: Yellow-white. Form: Many sting-shaped C explosions. influence of C.
Heat-treatable steel C 45. 0.45 C; 0.25 Si; 0.65 Mn. Colour: Yellow-white. Form: Many sting-shaped C explosions. influence of C.
 Tool steel C 100.
Tool steel C 100. 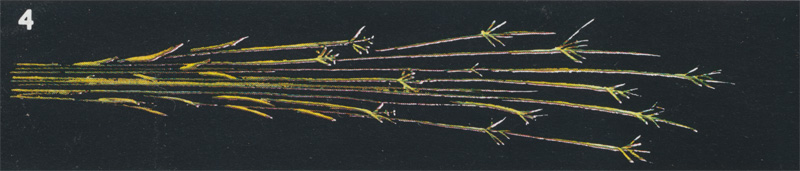 Lay. Tool steel 60 Mn Si 4.
Lay. Tool steel 60 Mn Si 4.  Spring steel 45 Cr Mo. V6 7.
Spring steel 45 Cr Mo. V6 7. 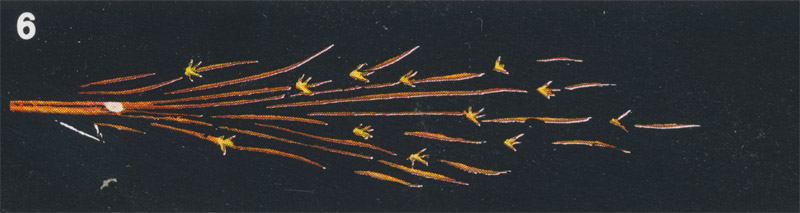 Alloyed tool steel 105 W of Cr 6.
Alloyed tool steel 105 W of Cr 6. 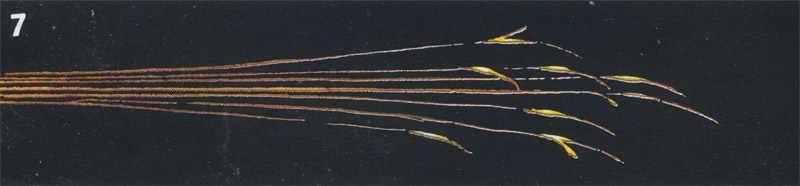 Warm work steel 45 W of Cr V 7.
Warm work steel 45 W of Cr V 7. 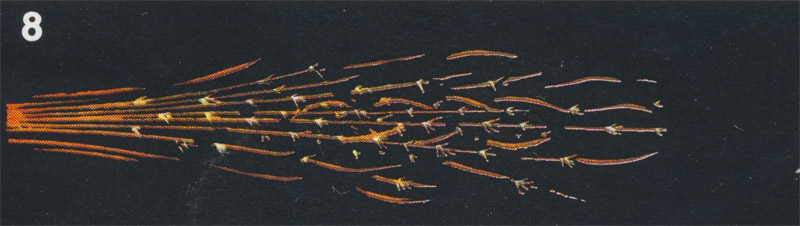 Cold work steel X 210 Cr W 12.
Cold work steel X 210 Cr W 12.  Quick work steel p. 18 - 0-1
Quick work steel p. 18 - 0-1  1. Burnt out horse forms for the abstracts unicorn.
1. Burnt out horse forms for the abstracts unicorn. 2. Grinding of the abstract unicorn after the weld together, in the selfbuilt X Y Z coordinates cross grinding fixture.
2. Grinding of the abstract unicorn after the weld together, in the selfbuilt X Y Z coordinates cross grinding fixture. 3. The finished product. Steel sculpture abstract unicorn. Technique: Welded sheet steel. With annealing colors. Fine grind and varnishes with 2K clear varnish.
3. The finished product. Steel sculpture abstract unicorn. Technique: Welded sheet steel. With annealing colors. Fine grind and varnishes with 2K clear varnish.
 Steel sculpture racing horse on skids. Swinging sculpture.
Steel sculpture racing horse on skids. Swinging sculpture. Abstract piece of art steel figure KH.
Abstract piece of art steel figure KH.
 Butterflies from sheet steel with annealing colours decorates.
Butterflies from sheet steel with annealing colours decorates.
 Steel image torch runner. Sheet steel with steel annealing colors, painted with the flame heating.
Steel image torch runner. Sheet steel with steel annealing colors, painted with the flame heating.
 Approximately 600-720 MPA
Approximately 600-720 MPA
 Change of the lattice structure of the pure iron.
Change of the lattice structure of the pure iron.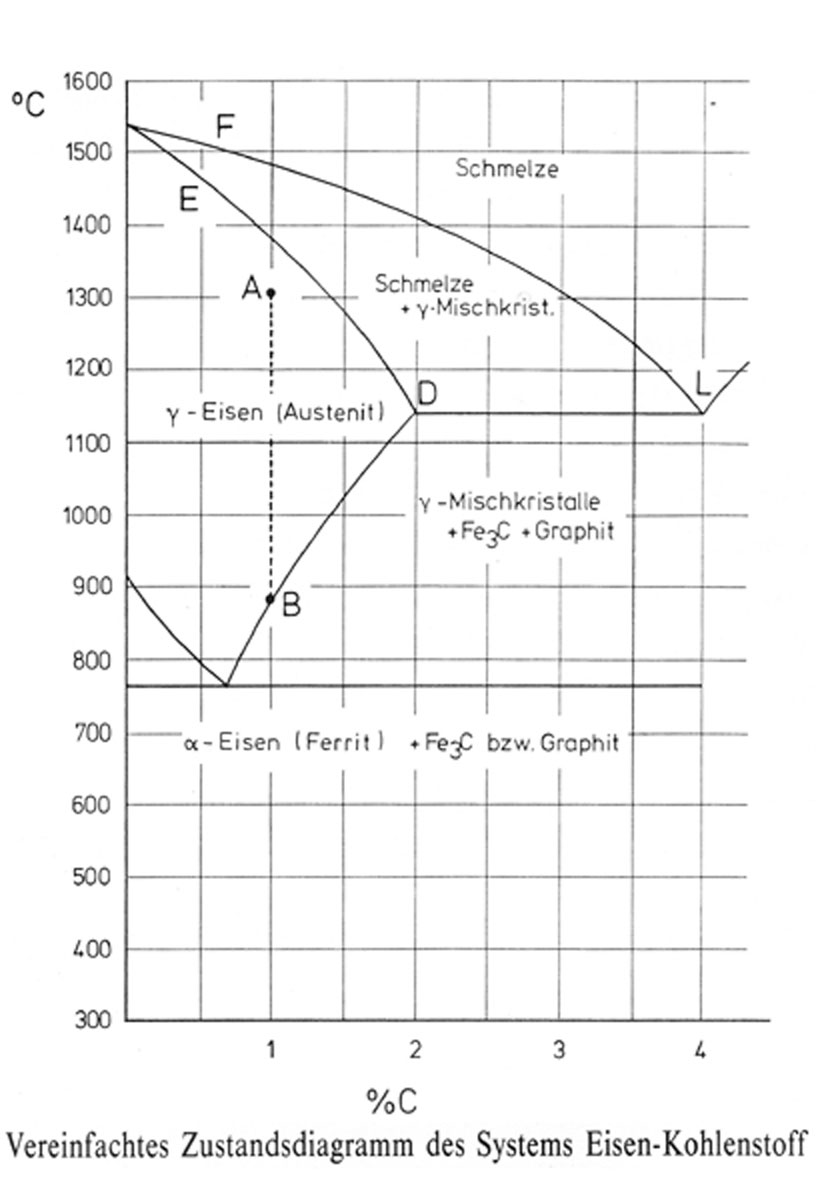 Simplified constitutional diagram of the system Iron carbon
Simplified constitutional diagram of the system Iron carbon Machining formed
Machining formed  Forged
Forged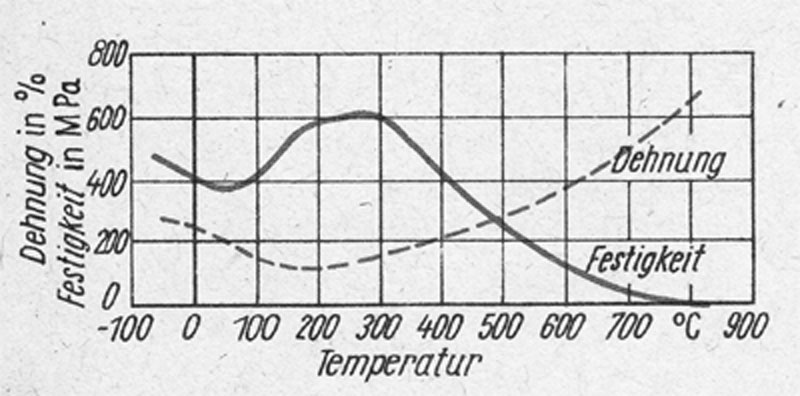 Tightnesses and elongation of St 42 with higher temperatures
Tightnesses and elongation of St 42 with higher temperatures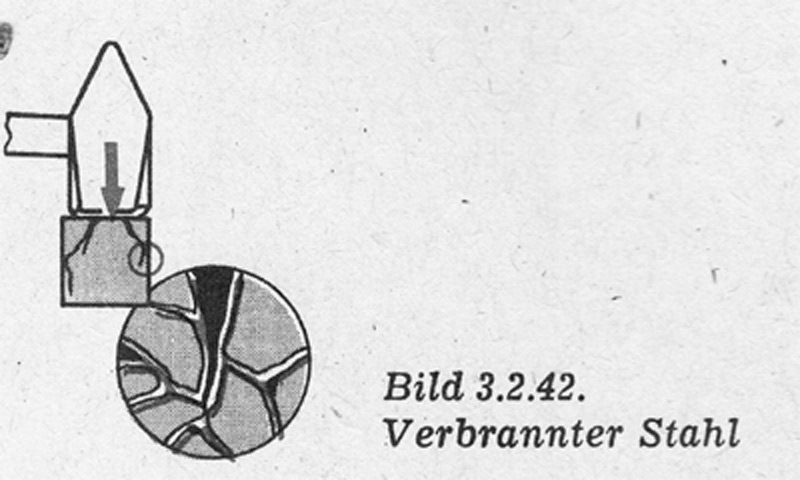 If glowing tool steel is put out long to the airflow of the blower, the aerial oxygen burns the carbon of the edge layer, the steel is not any more hardenable. Coal about the air nozzle must always lie to distribute the airflow. Sulphur from the coal forming in the grain boundaries of the heated steel sulphur iron fez, the steel becomes red-fragile or warm-fragile. Therefore, fresh coal must be laid to the edge of The fire where the sulphur burns - the coal "scarfing ".
If glowing tool steel is put out long to the airflow of the blower, the aerial oxygen burns the carbon of the edge layer, the steel is not any more hardenable. Coal about the air nozzle must always lie to distribute the airflow. Sulphur from the coal forming in the grain boundaries of the heated steel sulphur iron fez, the steel becomes red-fragile or warm-fragile. Therefore, fresh coal must be laid to the edge of The fire where the sulphur burns - the coal "scarfing ". 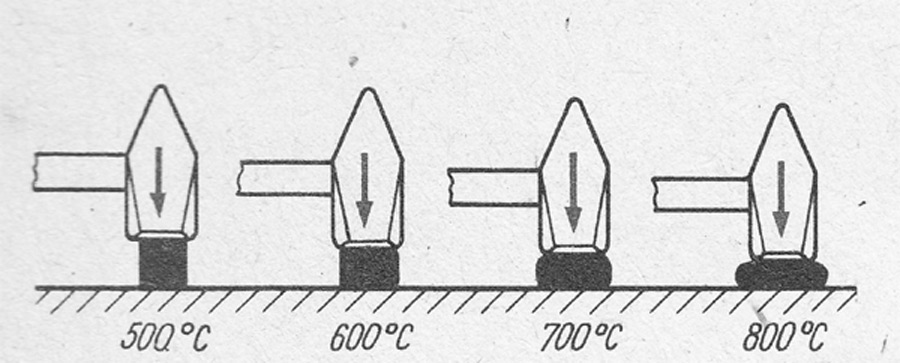 Influence of the temperature of the material on his plasticity.
Influence of the temperature of the material on his plasticity. ![Dinosaur Ladder 49 [Jay Russell] model.](english-images/dinosaur-in-the-fire-model.jpg) Sculpture model dinosaur yet cold blown, then gas-tightens welded and with water filled. Heat for water-vapour pressure through straw fire ---> Extrusion.
Sculpture model dinosaur yet cold blown, then gas-tightens welded and with water filled. Heat for water-vapour pressure through straw fire ---> Extrusion.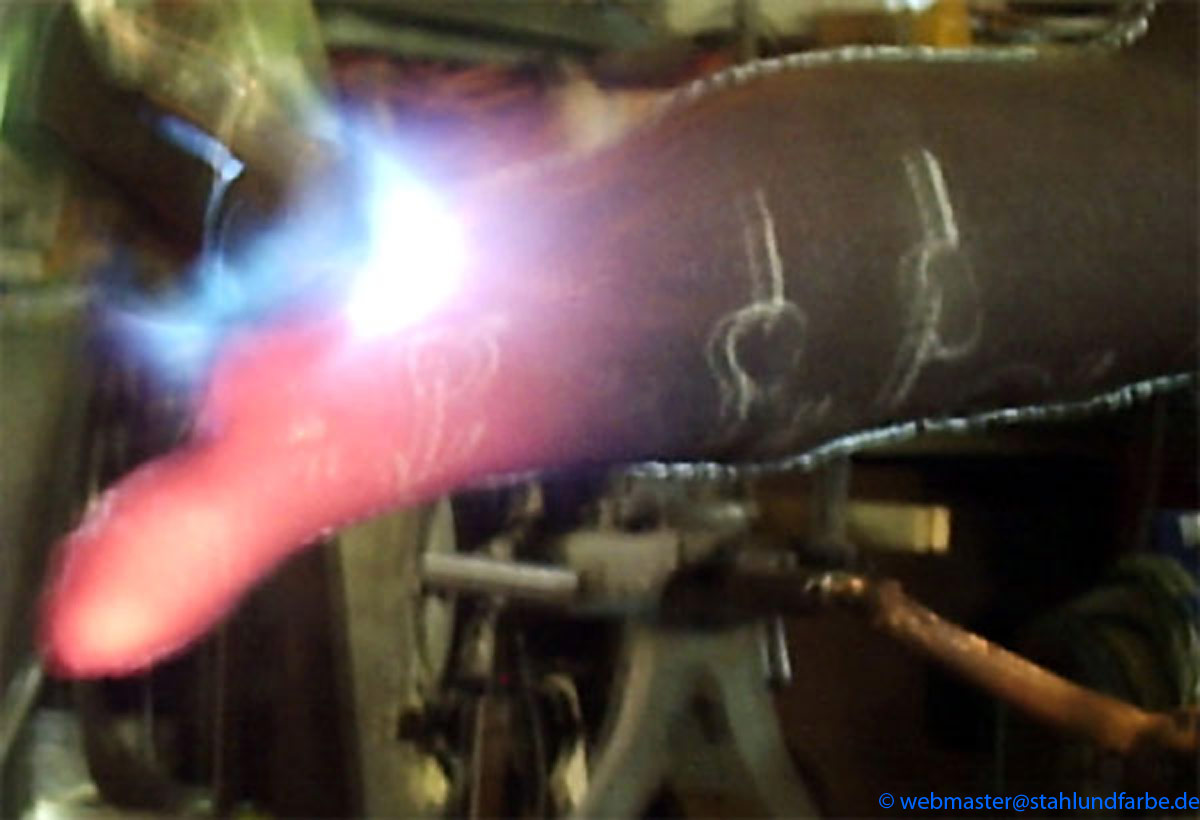

 Dolphin raw body. Basic material strength ST 37 sheet steels 1.2 mm. After achievement of the stretch yield strength by cracking, material strength: 0,10-0,16mm.
Dolphin raw body. Basic material strength ST 37 sheet steels 1.2 mm. After achievement of the stretch yield strength by cracking, material strength: 0,10-0,16mm.  Steel dolphin.
Steel dolphin. Steel sculpture dragon of the 1st generation.
Steel sculpture dragon of the 1st generation.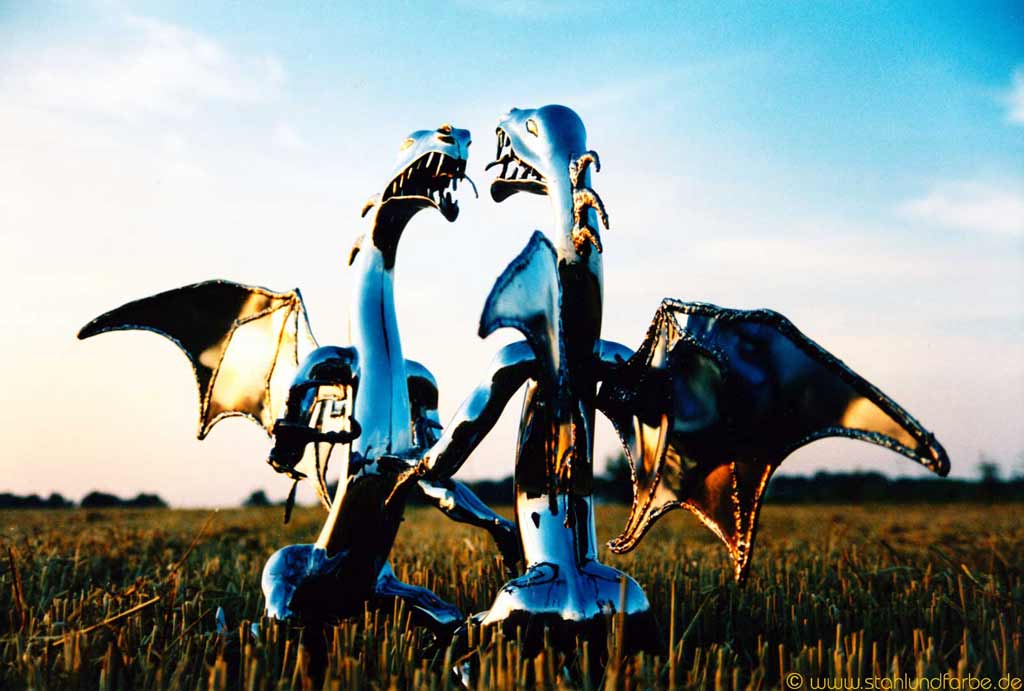 Steel dragons of the 2nd generation.
Steel dragons of the 2nd generation. 

 Air pressure modelling procedure by vacuum treatment for silicon-containing steel deep-drawing sheet.
Air pressure modelling procedure by vacuum treatment for silicon-containing steel deep-drawing sheet. 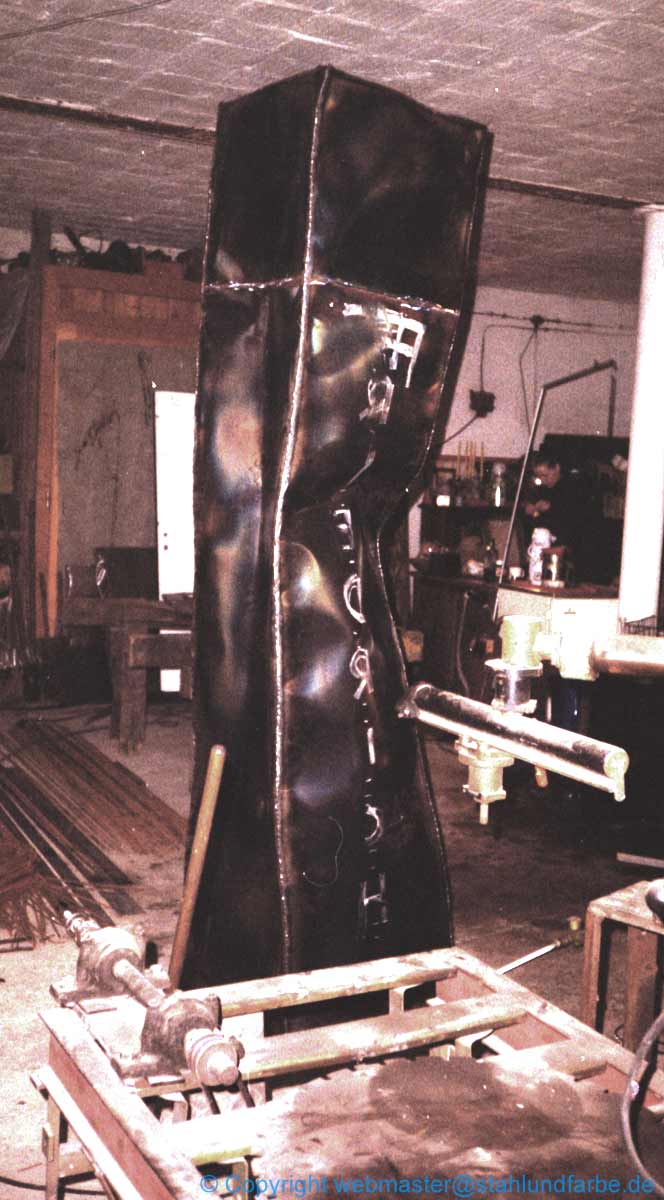 In the change-out with compressed air modelling, as well as compression by vacuum, without any hammer impact effect in the modeling process. By the material fatigue the metal sheet and it creases the rudimentary primary rocks simulations incurred.
In the change-out with compressed air modelling, as well as compression by vacuum, without any hammer impact effect in the modeling process. By the material fatigue the metal sheet and it creases the rudimentary primary rocks simulations incurred. 
 Artwork Flamepainting
Artwork Flamepainting 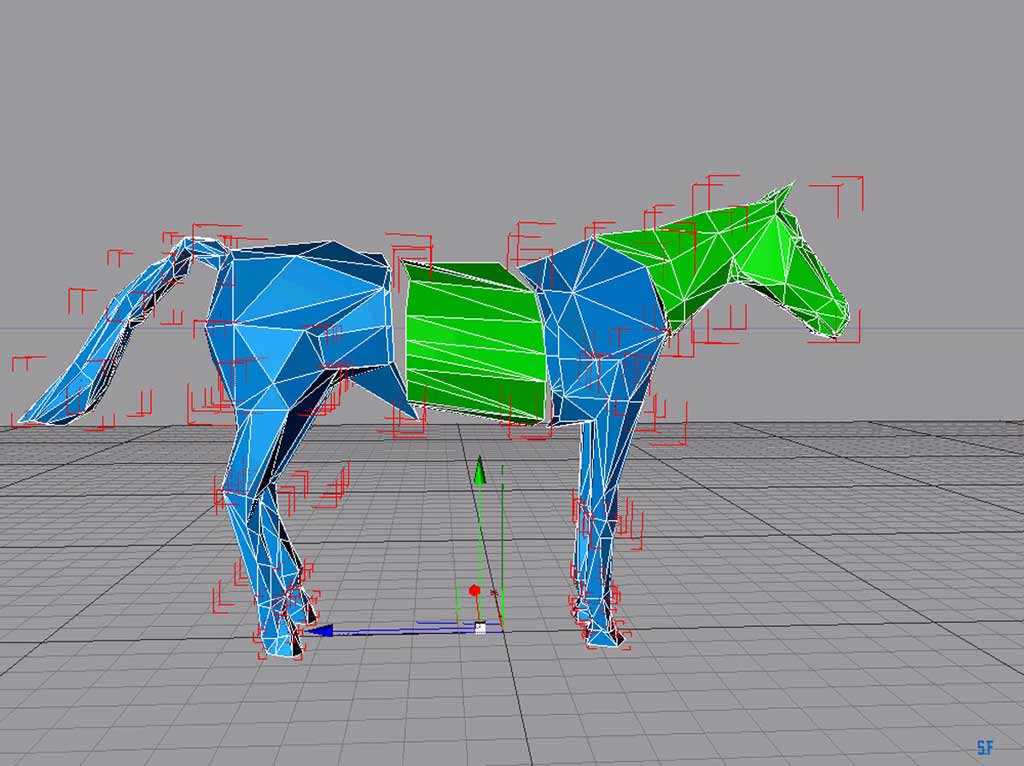 Render image of full-size horses the steel sculpture which were modeled with the help of the computer in 3D.
Render image of full-size horses the steel sculpture which were modeled with the help of the computer in 3D.