Zukunftspläne, Vorhaben, Entwicklungen...
«– Technologie Tools –»
Das Freiform Luftdruck Modellierverfahren in seiner Anwendung für die Kunst.
Gefügeaufbau des Stahles Legierung Stahl. Ohne Nachbehandlung schmiedbares Eisen heißt Stahl. Die einzelnen Stahlsorten verhalten sich unterschiedlich. So ist der weiche Nietstahl derart dehnbar, daß man ihn bis 8 mm Nietdurchmesser sogar noch kalt verarbeiten
kann. Werkzeugstahl dagegen setzt auch im glühenden Zustand seiner Verformung noch merklichen Widerstand entgegen. Der Grund dieses unterschiedlichen Verhaltens liegt in der verschiedenen Zusammensetzung der Stähle.
Infolge des Durchknetens beim Schmieden wird das Stahlgefüge verfeinert und verdichtet. Stahl enthält neben dem überwiegend vorhandenen Eisen stets Kohlenstoff. Weiter finden sich einige andere Stoffe in geringen Hundertsätzen vor, wie Silizium, Mangan, Phosphor, Schwefel und andere mehr.
Kohlenstoff beeinflußt stark die Eigenschaften des Stahles. Mit zunehmendem Gehalt wird Stahl wesentlich fester, härter
und spröder. Die Schmied- und Schweißbarkeit nehmen ab. Je nach dem Verwendungszweck gibt man dem Stahl einen Kohlenstoffgehalt von 0,05 ... 1,7 %. In keinem Fall aber verliert er durch die Beimengung - von Kohlenstoff und dergleichen seine Metalleigenschaften.
Stahl ist eine Legierung, die im wesentlichen aus Eisen und Kohlenstoff besteht und deren Eigenschaften von Art und Menge der Legierungsbestandteile
bestimmt sind.
Von der Legierung Stahl ist das reine Eisen (ferrum, Fe) zu unterscheiden, das einen Fe-Gehalt von 99,90 ... 99,98 % hat. Es ist silberweiß
und derart weich und dehnbar, daß es nur in wenigen Sonderfällen für technische Zwecke benutzt wird, so z.B. wegen bestimmten magnetischen Eigenschaften.
Gefügebestandteile des Stahles Im Betrieb beurteilt man den Werkstoff vielfach nach dem Bruchgefüge in Bezug auf Zusammensetzung, Behandlung und etwaige Fehler und beobachtet dabei, ob das Bruchbild zackig oder gekörnt, heller oder dunkler, matter oder glänzender erscheint. Da aber die Umstände, wie der Bruch herbeigeführt wurde, die Beleuchtung und andere Verhältnisse Einfluß auf das Aussehen der Bruchfläche haben, muß man mit dem Urteil vorsichtig sein.
Gefügeaufbau des Stahles Einwandfrei läßt dagegen ein geätztes Schliffbild einer Stahlfläche unter dem Mikroskop den Aufbau des Stahles
erkennen. Es handelt sich um einen Stahl, dessen Kohlenstoffgehalt nach dem rechten Ende zu von 0 auf 1,7 % ansteigt. Man erkennt am Anfang helle Felder, die nach der Mitte zu einer dunklen Masse weichen, nach rechts treten im verstärkten Maße helle Adern auf. Die dunkle Masse trägt, wegen ihrer an Perlmutt erinnernden Wirkung, den Namen Perlit. Die hellen Adern stellen eine chemische Verbindung aus Eisen und Kohlenstoff, das Eisenkarbid (Eisenkohlenstoff) dar, als Gefügebestandteil (Sekundär-)Zementit genannt. Er besteht aus drei Atomen Eisen und einem Atom Kohlenstoff (Fe3C). Ein Vergleich mit dem unter dem Schliffbild eingetragenen Kohlenstoffgehalt läßt erkennen, daß bis zu 0,9 % eine Zunahme an Perlit unter entsprechender Abnahme von Ferrit auftritt. Bei einem Kohlenstoffgehalt über 0,9 % wird Perlit in steigendem Maße durch Zementit ersetzt, Ferrit ist nicht
mehr vorhanden.
% Kohlenstoffgehalt. Die Kurve gibt die in Abhängigkeit vom Kohlenstoffgehalt höchst erreichbaren Härtewerte an.
Schliffbild mit ansteigendem Kohlenstoffgehalt.
a) Ferrit (200 fach),
b) Perlit (600 fach),
c) Zementit-netz (150fach).
Als Gefügebestandteile des naturharten Stahles findet man Ferrit, Perlit und Zementit. Der Kohlenstoff ist dabei in Form einer chemischen Verbindung
vertreten, die der Chemiker Eisenkarbid und der Metallfachmann Zementit nennt. Für Guß- bzw. Roheisen kommen weitere Gefügebestandteile
hinzu.
Eisen: Vierthäufigstes Element der Erdkruste (chemisches Symbol Fe; Atomgewicht 55,9; Ordnungszahl 26; relative Dichte 7,8; Schmelzpunkt 1535 ℃). In reiner Form ist Eisen ein silbergraues, zähes, verformbares, magnetisches Metall. Chemisch gesehen ist Eisen, wie die meisten Metalle, ein gutes Reduktionsmittel, das heißt, es löst Sauerstoff aus chemischen Verbindungen. Das Element besitzt vier stabile Isotope. Wegen der großen Häufigkeit seines Vorkommens (5 Gewichtsprozent der Erdkruste) und seiner hervorragenden Eigenschaften ist es zum wichtigsten Metall unseres Industriezeitalters geworden. Vor allem in der Erzeugung von Baustahl, Guß- und Schmiedeeisen und von Grundstoffen
für die Farbenindustrie findet es Anwendung.
Legierung: Gemisch oder Verbindung, die durch Schmelzen eines Metalls mit einem anderen Stoff entsteht, der metallisch oder nichtmetallisch sein kann.
Die meisten Metalle, die wir heute verwenden, sind Legierungen. Durch Vereinigung von Materialien in den richtigen Mengenverhältnissen erzeugen Wissenschaftler Legierungen mit bestimmten physikalischen Eigenschaften, die für wissenschaftliche oder industrielle Zwecke gebraucht werden. Beispiele dafür sind die vielen Sorten Stahl, Messing und Bronze. Die Eigenschaften einer Legierung unterscheiden sich durchaus von denen der Metalle, die in ihr enthalten sind; so liegt zum Beispiel der Schmelzpunkt von Silber bei 960 ℃, der von Kupfer bei 1083 ℃, während Legierungen aus Silber und Kupfer Schmelzpunkte zwischen 770 ℃ und 1069 ℃ besitzen. Bei Abkühlung bilden Legierungen verschiedene Arten von Kristallen, und die Eigenschaften einer Legierung werden weitgehend von der vorherrschenden Kristallart bestimmt. Metallurgen haben festgestellt, daß das Verhalten einer Legierung sehr stark von ihrer Zusammensetzung und der Abkühlungsgeschwindigkeit abhängt. Bei rascher Abkühlung, dem sogenannten »Abschrecken«, können keine großen Kristalle entstehen; man verwendet dieses Verfahren daher zur Erzeugung harter Legierungen. Durch Legierungen aus Magnesium, Aluminium und Titan, die sich durch große Härte und geringes Gewicht auszeichnen, hat man im Flugzeug- und Raketenbau
große Fortschritte erzielt. Unter ---> Stahl versteht man viele Eisenlegierungen mit verschiedenen Anteilen an Mangan, Wolfram oder anderen Metallen.
Metalle: Große Gruppe (71 von insgesamt 92) natürlich vorkommender Elemente, die gewisse physikalische und chemische Eigenschaften gemeinsam haben
(--->Periodisches System). Diese ähnlichen Eigenschaften rühren
von Ähnlichkeiten in der atomaren Struktur dieser Elemente her; trotzdem sind sie in ihrem Aussehen, der Häufigkeit ihres Vorkommens und gewissen
charakteristischen Eigenschaften sehr verschieden. Metallatome besitzen höchstens vier Elektronen in der äußersten Schale und erreichen in chemischen
Verbindungen dadurch eine stabile Form, daß sie Elektronen aus dieser Schale abgeben. Die Reaktionsfähigkeit eines Metalls hängt von der Anzahl
der äußeren Elektronen ab. Diese Elektronen, die sich innerhalb des Metallkristalls ziemlich frei von Atom zu Atom bewegen können, halten den
Kristall zusammen, in dem sie mit den positiv geladenen Atomkernen Bindungen eingehen. Aus dem Vorhandensein dieser freien Elektronen lassen sich ganz allgemein sowohl die typische Fähigkeit der Metalle, elektrischen Strom zu leiten und Elektronen auszusenden, als auch ihre Verformbarkeit und Schmiedbarkeit erklären.
Metalle sind nicht nur gute Leiter der Elektrizität - Silber ist übrigens der beste Leiter-, sondern besitzen auch relativ hohe Dichten und hohe Siede- und Schmelzpunkte; nicht zuletzt sind sie gute Wärmeleiter, und wiederum ist Silber der Beste. Metalle sind aus Kristallen ganz bestimmter Strukturen zusammengesetzt. Bei Erwärmung oder Bestrahlung senden sie Elektronen aus. Bis auf Quecksilber sind sie feste Körper, duktil (Kupfer zeichnet sich hierin besonders aus), schmiedbar (Gold am Besten) und verformbar. Alle Metalle besitzen die chemische Eigenschaft, mit Sauerstoff unter Bildung von Oxiden zu reagieren, und diese Metalloxide sind ---> Basen.
Nichtmetalle: Gruppe von Elementen, die man in zweckdienlicher, aber willkürlicher Weise von den ---> Metallen unterscheidet (--->Periodisches System). Nichtmetalle sind schlechte Elektrizitätsleiter und nur schwer verformbar und weisen hohe Ionisierungsspannungen auf. Sie sind im allgemeinen Oxydationsmittel; je weniger metallisch ihre Eigenschaften sind, desto größer ist ihre Oxydationsfähigkeit. Nichtmetalloxide bilden mit Wasser Säuren. Einige Elemente, nämlich Zinn, Antimon und Tellur, sind weder eindeutig metallisch noch nichtmetallisch, sondern zeigen Eigenschaften beider Elementegruppen; man nennt sie deshalb Metalloide.
Nickel: Chemisches Element mit dem Zeichen Ni, dem Atomgewicht 58,71, der Ordnungszahl 28, dem spezifischen Gewicht 8,9, dem Schmelzpunkt 1453 ℃
und dem Siedepunkt 2800 ℃. Reines Nickel ist ferromagnetisch, sehr dehnbar und politurfähig, beständig gegen Luft,Wasser und Alkalien, aber löslich in Säuren, mit denen es Salze von grünlicher Färbung bildet.Gediegen kommt Nickel nur in Meteoriteisen vor, ansonsten meist in Kupfer-und Kobaltverbindungen als Nickelglanz, Nickelblüte und Nickelkies. Gefördert werden Nickelerze vor allem in Kanada, der Sowjetunion, Neukaledonien und Kuba. Man verwendet Nickel hauptsächlich zum Vernickeln und Plattieren von Eisen und Stahl, sowie in Legierungen: Nickelstahl (sehr hart und nicht rostend), Neusilber, Nickelin (Kupfer-Nickel-Zinn-Legierung für Heizleiter usw.), Monelmetall, Chromel, Konstantan, Alfenide usw. In der Elektroindustrie dient Nickel als Katalysator.
Oxydation: Hinzufügung von Sauerstoff zu einem Element oder einer chemischen Verbindung. Die Oxydationsgeschwindigkeit variiert sehr stark. Bei langsamer Oxydation, wie zum Beispiel beim Rosten von Eisen, wird nur eine kleine Wärmemenge abgegeben. Bei schneller Oxydation dagegen, wie zum Beispiel bei der Verbrennung eines Brennstoffs, entsteht viel Wärme und Licht, und sehr schnelle Oxydation kann explosiv sein. Jede Reaktion, bei der ein Elektronen Übergang stattfindet, ist normalerweise eine Oxydations-Re-duktions-Reaktion (Redox-Reaktion). Dabei wird derjenige Ausgangsstoff, der Elektronen verliert, oxydiert, jener dagegen, der die Elektronen aufnimmt, reduziert. Die Anzahl der abgegebenen Elektronen entspricht der Zahl der aufgenommenen Elektronen. Auch -> Rost.
Schmelzpunkte einiger Stoffe
Stoff
Schmelzpunkt
Sauerstoff
-282 ℃
Quecksilber
-39 ℃
Eis
0 ℃
Gold
1062 ℃
Eisen
1535 ℃
Platin
1773 ℃
Diamant
3500 ℃ oder höher
Funkenprobe, Funkenbildelemente
Mn, Cr, Ni, V und Co als Legierungselemente von Stahl haben wenig oder keinen Einfluß auf die Funkenbilder.
Werkstoff Legierungsanteile in %
Einsatzstahl C 15. 0,15 C; 0,25 Si; 0,37 Mn. Farbe: Gelb-weiß. Form: Glatter Strahl, wenig C-Explosionen. Einfluß von C.
Vergütungsstahl C 45. 0,45 C; 0,25 Si; 0,65 Mn. Farbe: Gelb-weiß. Form: Viele stachelförmige C-Explosionen. Einfluß von C.
Werkzeugstahl C 100. 1,O C; < 0,25 Si; < 0,25 Mn. Farbe: Gelb-weiß. Form: Viele C-Explosionen, stark verästelt. Einfluß von C.
Leg. Werkzeugstahl 60 Mn Si 4. 0,6 C; 1,0 Si; 1,0 Mn. Farbe: Gelb-weiß. Form: Viele C-Explosionen. Vor diesen helle Anschwellungen. Einfluß von C und Si.
Federstahl 45 Cr Mo V6 7. 0,45 C; 0,25 Si; 0,7 Mn; 1,4 Cr; 0,7 Mo; 0,3 V. Farbe: Gelb-orange. Form: Dünne Strahlen mit Lanzenspitzen. Einfluß von C und Mo.
Legierter Werkzeugstahl 105 W Cr 6. 1,05 C; 0,25 Si; 1,0 Mn; 1,0 Cr; 1,2 W. Farbe: Rötlich-orange. Form: Sehr dünne Strahlen,Strahlenenden Zungenförmig. Einfluß von W.
Warmarbeitsstahl 45 W Cr V 7. 0,45C; 1,OSi; 0,3Mn; 1,1 Cr; 0,2V; 2,0 W. Farbe: Rot-orange. Form: Wenig C-Explosionen mit anschließender heller Keule. Einfluß von W und Si.
Kaltarbeitsstahl X 210 Cr W 12. 2,1 C; 0,3Si; 0,3Mn; 12Cr; 0,7W. Farbe: Rot-orange. Form: Kurze Garbe, in gehärtetem Zustand viele C-Explosionen. Einfluß von W und C.
Schnellarbeitsstahl S 18 - 0 -1 0,75C; 18W; 1,1V; 4,2Cr. Farbe: Rot-orange. Form: Unterbrochener Strahl, nur vereinzelt C-Explosionen. Einfluß von W und C. St 37 Funkenflug
1. Ausgebrannte Pferdeformen für das Abstrakte Einhorn.
2. Schleifen des Abstrakten Einhorns nach dem verschweißen, in der selbstgebauten X Y Z Koordinaten Kreuz Schleifvorrichtung.
3. Das fertige Produkt. Stahlskulptur Abstraktes Einhorn. Technik: Verschweißte Stahlbleche. Mit Anlauffarben. Geschliffen und lackiert mit 2K Klarlack.
Stahl - Glühfarben - Anlaßfarben Stahl Glühfarben Anlaßfarben angewendet auf:
Stahl Skulptur Rennpferd auf Kufen. Schwingskulptur.
Abstraktes Kunstwerk KH Stahlfigur.
Schmetterlinge aus Stahlblech mit Anlauffarben verziert.
Stahlbild Fackelläuferin. Stahlblech mit Stahl Anlauffarben, gemalt mit der Brennerflamme.
Anlaßtemperaturen und Anlaßfarben für Werkzeuge
Vergüten Zweck: Durchführung:
Erhöhen der Zugfestigkeit und Steigern der Zähigkeit. Stähle werden gehärtet und danach angelassen auf eine Temperatur
zwischen 450 ℃ und 700 ℃.
Vorgang im Werkstoff:
Karbide werden feinkörnig ausgeschieden und gleichmäßig im Gefüge
verteilt. Durch die Verfeinerung des Gefüges steigt die Härte.
Hinweis:
Gut geeignet für diese Warmbehandlung sind die Vergütungsstähle nach TGL 6547.
Eisenwerkstoffe
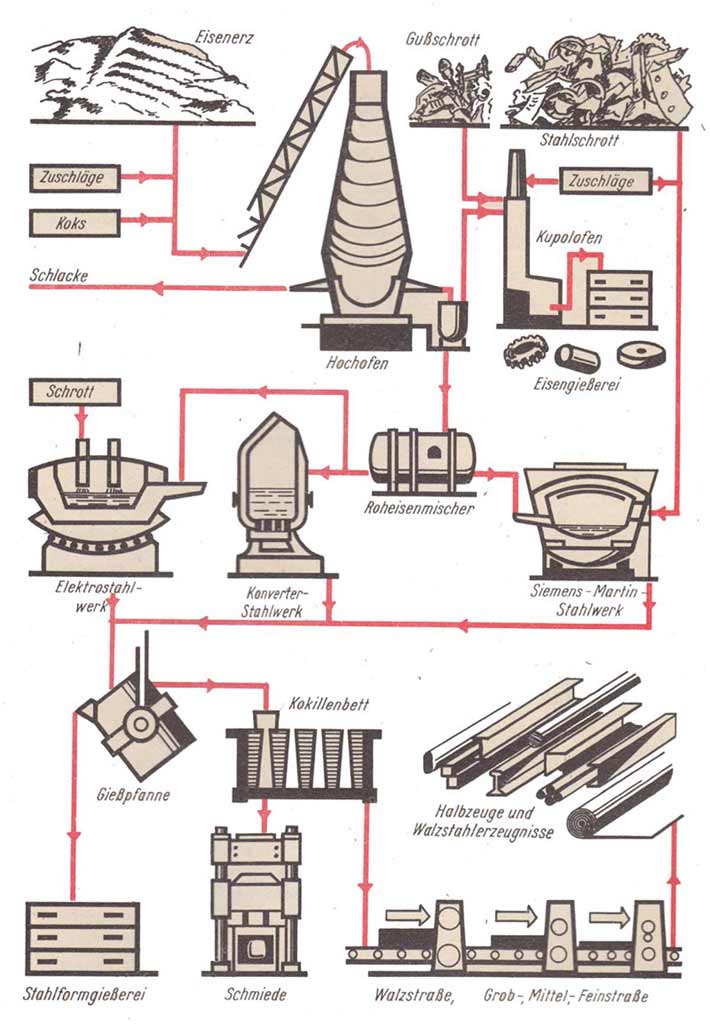
1. Stahl ohne Nachbehandlung im warmen oder kalten Zustand umformbarer Eisenwerkstoff mit einem Kohlenstoffgehalt bis 2,06%. 2. Stahlguß schmiedbarer, In Formen vergossener Stahl. 3. Gußeisen aus Roheisen, Gußbruch und Schrott erschmolzener und in Formen vergossener Eisenwerkstoff mit einem Kohlenstoffgehalt über 2,06%. Stahl
1. Unlegiert.
2. Niedriglegiert.
3. Legiert.
4. Hochlegiert.
Unlegierter Stahl enthält außer 0, 05 bis 2, 06% Kohlenstoff noch geringe Mengen weiterer Eisenbegleiter (bis 0,5% Si, bis 0, 8% Mn, bis 0, 09% P und bis 0,06% S). Massenbaustähle, auch allgemeine Baustähle genannt, werden vorwiegend im Stahl-und Maschinenbau eingesetzt.
Ihre technisch bedeutsamsten Eigenschaften sind Zugfestigkeit und Umformbarkeit. Mit steigender Zugfestigkeit nimmt die Umformbarkeit ab. Baustähle werden nach ihrer Mindestzugfestigkeit gekennzeichnet. Beispiele: St 33, St 60, St 70.
etwa 600-720 Mpa
Allgemeine Baustähle werden in drei Gütegruppen unterschieden:
Gütegruppe 1 für allgemeine Anforderungen, im Thomaskonverter erschmolzen. Beispiele: St 38, St 42.
Gütegruppe 2 für höhere Anforderungen, im Siemens-Martin-Ofen
erschmolzen,
1) 2) unberuhigt (u) oder beruhigt (b) vergossen.
Beispiele: St 38 u-2, St 42b-2.
1) Die beim Erkalten des flüssigen Stahls frei werdenden Gase versetzen den Stahl in wallende Bewegung. Er ist unruhig. Können diese Gase nicht entweichen, so bilden sie im Stahlblock Gasblasen, die beim Walzen des Stahls meist verschweißt werden.
2) Setzt: man der Stahlschmelze Aluminium zu, so wird die Gasbildung verhindert. Der Stahl wird beruhigt. Seine chemische Zusammensetzung ist gleichmäßig.
Schematischer Ablauf vom Eisenerz zum Stahlerzeugniss. Schweißeignung
Die Schweißeignung der Stähle ist abhängig von der chemischen Zusammensetzung des Werkstoffs, der Erschmelzungsart und der Vergießungsart (beruhigt, unberuhigt). Für das Schweißen der Stähle gelten die Richtlinien des Zentralinstituts für Schweißtechnik.
Schmelz schweißen eignet sich für beruhigte und halbberuhigte Stähle besser als für unberuhigte. Der Kohlenstoffgehalt hat Einfluß auf die Schweißeignung der allgemeinen Baustähle. Die obere Grenze liegt bei 0,22 %C (Aufhärtung bei schneller Abkühlung der Schweißsteile). Bei höheren C-Gehalten sind Sondermaßnahmen erforderlich (Vorwärmen) .
Zum Schmelzschweißen geeignete Stahlmarken:
St 34 u-2 St 38 S St 34-3
St 34 hb-2 St 38 u-2 St 38-3
St 34 b-2 St 38 hb-2 St 42-3
St 38 b-2 St 52-3
Widerstand-Stumpfschweißen ist bei allen Stahlmarken möglich.
Preßschweißen ist im allgemeinen möglich bei Stahlmarken mit höchstens 0,20% C. Die Eignung zum Preßschweißen nimmt mit steigendem Siliziumgehalt ab.
Legierungselemente und ihr Einfluß auf die Eigenschaften des Stahls
Legierungselement
Einfluß auf Festigkeits und technologische Eigenschaften.
Sonstige Wirkung
Kohlenstoff
C
Erhöht Zugfestigkeit, Streckgrenze und Härte; vermindert Dehnung, Schmied- und Schweißbarkeit.
Remanenz und elektrischer Widerstand steigen.
Phosphor
P
Erhöht Zugfestigkeit, Elastizitätsgrenze und Zerspanbarkeit; vermindert Dehnung und Schlagfestigkeit.
Erhöht Zugfestigkeit, Warmfestigkeit, Zunderbeständigkeit und Durchhärtung; vermindert Verformbarkeit, Schweißbarkeit und Zerspanbarkeit.
Erhöht Remanenz und Korrosionsbeständigkeit; vermindert Wärmeleitfähigkeit und elektrische Leitfähigkeit.
Molybdän
Mo
Erhöht Zugfestigkeit, Härte, Warmfestigkeit und Verschleiß-Widerstand; vermindert Schmiedbarkeit.
Erhöht Remanenz.
Nickel
Ni
Erhöht Zugfestigkeit, Härte und Durchhärtung; vermindert Zerspanbarkeit und Tiefziehfähigkeit.
Erhöht Remanenz und Korrosionsbeständigkeit; vermindert elektrische Leitfähigkeit.
Wolfram
W
Erhöht Zugfestigkeit, Härte, Schneidhaltigkeit und Verschleißwiderstand; vermindert Dehnung, Schmiedbarkeit und Zerspanbarkeit.
Erhöht Remanenz (Legierungszusatz für Magnetstähle); vermindert Empfindlichkeit gegen hohe Temperaturen.
Vanadium
V
Erhöht Zugfestigkeit, Härte und Warmfestigkeit; vermindert Zerspanbarkeit und Tiefziehfähigkeit.
Erhöht Remanenz und Korrosionsbeständigkeit; vermindert Wärmeleitfähigkeit.
Kobalt
Co
Erhöht Zugfestigkeit und Schneidhaltigkeit; vermindert Rostvorgang und Durchhärtung.
Erhöht Remanenz, elektrische Leitfähigkeit und Wärmeleitfähigkeit.
Titan
Ti
Erhöht Zugfestigkeit, Härte und Schweißbarkeit; vermindert Zerspanbarkeit.
Ergibt große Widerstandsfähigkeit gegen Wärme, Druck und Korrosion.
Verwendung und Merkmale einiger hochlegierter Stähle
Allgemeine Bezeichnung: Schnellarbeitsstahl Stahlmarke Kurzbezeichnung: X97WMo3.3
Merkmale: für Schrupp-und Schlichtarbeiten an Werkstoffen mit Zugfestigkeit von max. 830 MPa
Verwendung: rotierende Schneidwerkzeuge, wie Fräser, Kreissägen zur Metallbearbeitung, Reibahlen, Spiralbohrer
Allgemeine Bezeichnung: Schnellarbeitsstahl Stahlmarke Kurzbezeichnung: X82WMo6. 5
Merkmale: Schnellarbeitsstahl für hohe Leistung zur Bearbeitung von Werkstoffen mit einer Zugfestigkeit über 850 MPa
Verwendung: Dreh- und Hobelmeißel, Räumnadeln, Gewindefräser, hinterdrehte Fräser, Strehler
Allgemeine Bezeichnung: Schnellarbeitsstahl
Stahlmarke Kurzbezeichnung: X133WCol2.5 Merkmale: Schnellarbeitsstahl mit hoher Verschleiß- und Warmhärte, für Arbeiten ohne Kühlung geeignet
Verwendung: Dreh- und Einstechmeißel, Formwerkzeuge, Reibahlen, Fräser, Schneidräder
Allgemeine Bezeichnung: Rost- und säurebeständige Stähle
Stahlmarke Kurzbezeichnung: X20Crl3 Merkmale: nichtrostender Stahl, Ölhärter
Verwendung: Plastpreßformen für chemisch angreifende Massen
Allgemeine Bezeichnung: Rost- und säurebeständige Stähle
Stahlmarke Kurzbezeichnung: X10Crl3 Merkmale: nichtrostender Stahl, nicht härtbar Verwendung: medizinische Instrumente Wärmebehandlung unlegierter Stähle
Durch Verfahren wie Härten, Glühen und Vergüten wird der Aufbau des Metallgefüges
verändert. Damit ändern sich die Eigenschaften des Stahls, wie Härte, Zähigkeit,
Festigkeit und Elastizität.
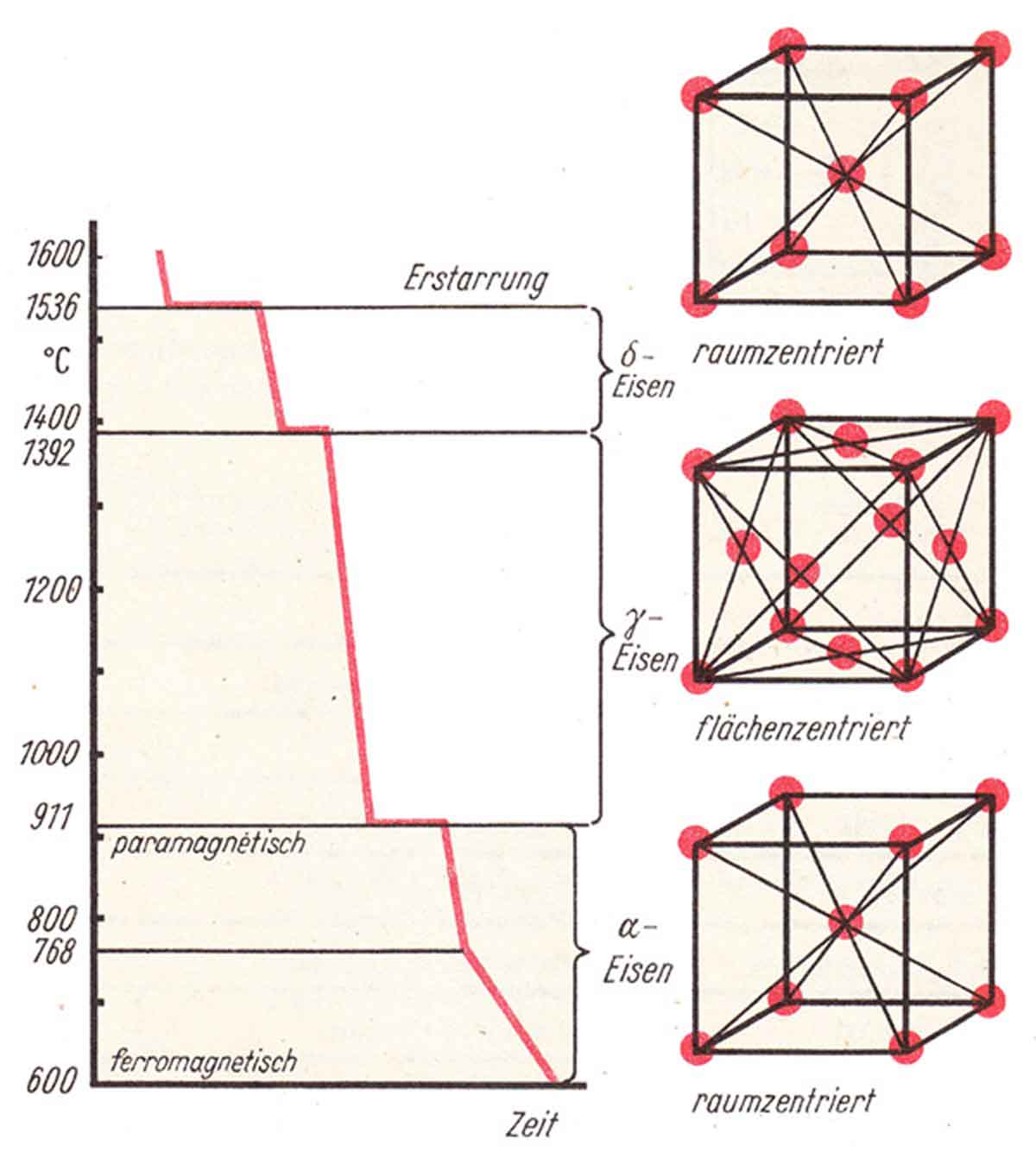
Änderung der Gitterstruktur des reinen Eisens.
Wird reines Eisen von der Temperatur 1600 ℃ langsam abgekühlt, dann ändert
sich auch im festen Eisen der Gitteraufbau.
Dabei wird Wärme frei. Das wird
durch die Haltepunkte in der Abkühlungskurve deutlich.
Vereinfachtes Zustandsdiagramm des Systems Eisen-Kohlenstoff
Stoffeigenschaftsänderungen
Allgemeines Stoffeigenschaften eines festen Körpers können durch Umlagern, Aussondern oder Einbringen von Stoffteilchen verändert werden, wobei eine dadurch auftretende Formänderung nicht zum Wesen des Verfahrens gehört.
Umlagern von Stoffteilchen: Es ändert das Gefüge oder das Kristallgitter oder beides, z.B. Härten, Festwalzen, Anlassen, Magnetisieren. Aussondern von Stoffteilchen: Eigenschaften fester Körper werden auf chemischem oder thermischem Weg geändert, z.B. Entkohlen beim Tempern. Einbringen von Stoffteilchen: Eigenschaften fester Körper werden verändert, z.B. durch Aufkohlen, Nitrieren. Wärmebehandlung des Stahls: Sie bezweckt Gefügeänderungen im Werkstoff mit Hilfe einer Änderung der Temperatur oder des Temperaturablaufs.
Aus diesen Gefügeänderungen ergeben sich bestimmte gewünschte Eigenschaften. Glühen: Es ist Erwärmen eines Werkstücks im festen Zustand mit nachfolgender, in der Regel langsamer Abkühlung. Es werden unterschieden: Weichglühen, Spannungsfreiglühen, Normalglühen. Näheres siehe in der Werkstoffkunde! Erwärmen: Ist das Aufheizen auf mäßige Behandlungstemperaturen. Erhitzen: Ist das Aufheizen auf höhere Temperaturen. Glühtemperatur: Ist diejenige Temperatur, auf die für eine Wärmebehandlung erwärmt oder erhitzt wird. Durchwärmdauer: Ist die Zeitspanne vom Erreichen der Solltemperatur an der Oberfläche des Werkstücks bis zum Erreichen der Solltemperatur im Kern oder bei einseitiger Erwärmung an der Rückseite. Haltedauer (Glühzeit): Ist die Zeit, während der das Werkstück nach Durchwärmen auf der entsprechenden Temperatur gehalten wird. Abkühlen: Ist das langsame bzw. normale Erniedrigen der Temperatur eines erwärmten oder erhitzten Werkstücks. Abkühldauer: Ist die Zeitspanne vom Beginn der Abkühlung bis zum Erreichen einer bestimmten Temperatur, meist Raumtemperatur. Abschrecken: Ist das beschleunigte Abkühlen eines erwärmten oder erhitzten Werkstücks. Abbrand: Sind die Werkstoffverluste durch Oxydation des erwärmten Werkstücks (Verbrennen). Überhitzen: Es entsteht durch zu hohe Glühtemperatur, führt zu Grobkornbildung und großem Abbrand. Überzeiten: Ist eine zu große Haltedauer, es führt zu Grobkornbildung und großem Abbrand. Schmelz- und Siedepunkte
Körper
Schmelz-Siedepunkt
Alkohol (Äthyl)
-114 ℃ 78,5℃
Aluminium
658 ℃ 2500 ℃
Antimon
630 ℃ 1635 ℃
Benzin
90-100 ℃
Blei
327 ℃ 1750 ℃
Bronze
900 ℃
Chrom
1800 ℃ 2330 ℃
Sondermessing
1800 ℃
Eisen, ehem. rein
1540 ℃ 2880 ℃
graues Roheisen
1250 ℃
weißes Roheisen
1175 ℃
Stahl
1400 ℃
Flußstahl
1500 ℃
Kautschuk
125 ℃
Kobalt
1450 ℃ 3180 ℃
Kupfer
1083 ℃ 2560 ℃
Luft
193 ℃
Mangan
1250 ℃ 2030 ℃
Messing
~ 930 ℃
Molybdän
2600 ℃ 4700 ℃
Nickel
1455 ℃ 3100 ℃
Petroleum
150 ℃
Platin
1773 ℃ 3800 ℃
Quecksilber
-38,8 ℃ 357 ℃
Sauerstoff
-218 ℃ -183 ℃
Stickstoff
-210 ℃ -196 ℃
Tantal
3000 ℃ üb. 4100 ℃
Vanadium
1720 ℃ üb. 4100 ℃
Wasser
0 ℃ 100 ℃
Wasserstoff
-259 ℃ -253 ℃
Wismut
-271 ℃ 1500 ℃
Wolfram
3380 ℃ 5000 ℃
Zink
419 ℃ 807 ℃
Zinn
232 ℃ 2430 ℃
Zylinderöl
üb. 310 ℃
Glutfarben des Stahls
Farbe
Wärmegrade in ℃
im Dunkeln rot
475 ℃ - 550 ℃
dunkelrot
550 ℃ - 650 ℃
dunkelkirschrot
650 ℃ - 750 ℃
kirschrot
750 ℃ - 850 ℃
hellkirschrot
850 ℃ - 925 ℃
orange
925 ℃ - 1000 ℃
gelb
1000 ℃ - 1100 ℃
gelbweiß
1100 ℃ - 1250 ℃
weißglühend
1250 ℃- 1400 ℃
Schweißhitze
1400 ℃ - 1600 ℃
Schmieden
Schmieden. Zweck: Umformen metallischer Werkstoffe, die sich bei Raumtemperatur nicht oder nur schwer durch Druck-, Biege- oder Schlagkräfte in die erforderliche Form bringen lassen und deshalb erwärmt werden müssen. Die Formgebung erfolgt im Gebiet zwischen Streck- und Bruchgrenze, wenn sich der Werkstoff im Zustand größter Bildsamkeit befindet und geringster Kraftaufwand erforderlich ist. Gleichzeitig ist eine Kornverfeinerung und Verbesserung der Werkstoffeigenschaften möglich.
Anwendung
Für alle Metalle, die bei Erwärmung über Rekristallisationstemperatur erhebliche Formänderung zulassen, ohne daß der Werkstoffzusammenhang zerstört wird (Stahl, Stahlguß, in beschränktem Maß Temperguß, Kupfer, Bronze, Messing, Magnesiumlegierungen und Aluminiumlegierungen, besonders die Gruppe AlCuMg-Legierungen). Das Verfahren ist mit nur geringen Werkstoffverlusten verbunden. Nachteilig sind die bei vielen Schmiedeverfahren erforderlichen großen Toleranzen.
Vergleich der Anfertigung eines Bolzens mit Kopf:
Spanend geformt Erhebliche Werkstoff Verluste, Faserverlauf unterbrochen, Fertigungszeit hoch, Festigkeit verringert
Geschmiedet
Kaum Werkstoffverluste Faserverlauf bleibt erhalten, Fertigungszeit niedrig, Festigkeit gesteigert
Temperatureinfluß
Temperatureinfluß bei schmiedbaren Werkstoffen (Knetlegierungen) sind Festigkeit und Dehnbarkeit temperaturabhängig. Die Festigkeit nimmt bei steigender Temperatur ab, die Dehnung zu; bei Stahl erst bei Temperaturen über 400 ℃. Der Temperaturbereich von 200 bis 300 ℃ ist für die Umformung von Stahl sehr ungünstig, da der Werkstoff hier in einen Zustand der Verfestigung und Versprödung gerät.
Festigkeit und Dehnung von St 42 bei höheren Temperaturen
Schmiedetemperaturen
Sie sollen über der Rekristallisationstemperatur liegen. Wird der Werkstoff zu sehr erwärmt (überhitzt) oder zu lange auf hoher Temperatur gehalten (überzeitet), entsteht grobkörniges Gefüge mit geringer Festigkeit. Die erforderlichen Schmiedetemperaturen sind von den Legierungsbestandteilen abhängig, bei Stahl besonders vom Kohlenstoff. Sie liegen z. B. bei Baustahl zwischen 850 und 1200 ℃, Werkzeugstahl zwischen 800
und 1050 ℃, Schnellarbeitsstahl zwischen 1000 und 1050 ℃, Messing (60% Cu) um 700 ℃,
Aluminium um 500 ℃, AlCuMg-Legierungen um 420 ℃. Die Herstellerbetriebe geben für die Werkstoffe genaue Werte an. Erwärmen Kohlenstoffarme Stähle können schnell bis zur Schmiedetemperatur erwärmt werden, kohlenstoffreiche und legierte Stähle langsam bis zur Rotglut, dann schnell bis zur Schmiedetemperatur. Abkühlen Werkstücke müssen nach dem Schmieden langsam und gleichmäßig abkühlen, um unerwünschte Härte und Spannungen zu vermeiden.
Abbrand
Das Schmiedestück darf bei der Erwärmung nicht zu lange der Gebläseluft direkt ausgesetzt sein, da sonst eine Oxydation zu Fe304 (Zunder oder Eisenhammerschlag) und erhöhter Werkstoffverlust (Abbrand) auftreten. Bei sehr hohen Temperaturen kann es zur Verzunderung über die Korngrenzen ins Werkstoffinnere kommen, der Stahl läßt sich nicht mehr schmieden, er ist verbrannt und zerbröckelt.
Wird glühender Werkzeugstahl lange dem Luftstrom des Gebläses ausgesetzt, verbrennt der Luftsauerstoff den Kohlenstoff der Randschicht, der Stahl ist nicht mehr härtbar. Es muß immer Kohle über der Luftdüse liegen, um den Luftstrom zu verteilen. Schwefel aus der Kohle bildet an den Korngrenzen des erwärmten Stahls Schwefeleisen FeS, der Stahl wird rot- oder warmbrüchig. Frische Kohle muß deshalb an den Rand des-Feuers gelegt werden, wo der Schwefel verbrennt - die Kohle "abflammt". Gas- und Elektroofen ermöglichen es, Luftsauerstoff und Schwefel vom Werkstück fernzuhalten.
Schmiedevorgang
Schmiedevorgang, erwärmter Werkstoff wird zwischen zwei Stauchflächen durch geradlinige Druckkräfte von seiner Ausgangsform in die gewünschte Form gezwungen. Werkstoff fließt in die Richtung des geringsten Widerstandes. Die Druckkräfte können dynamisch (durch Hammerschläge) oder statisch (durch Pressen) entstehen. Die Umformung ist abhängig von
1. der Temperatur des Werkstücks
2. der kinetischen Energie des Hammerschlags.
Einfluß der Temperatur des Werkstoffs auf seine Formbarkeit. Die Trägheit der Amboß- und Werkstückmasse wirkt der Wucht der Hammerschläge entgegen. Der Werkstoff wird beim Schmieden durchgeknetet, Gasblasen und Lunker werden zusammengepreßt und verschweißt.
Neben dem Freiformluftdruckmodellierverfahren mit Pressluft und Vakuum, stehen noch weitere Versuchsreihen des Druckmodellierverfahrens
für Stahlblechhohlkörpersegmente mit Wasserdampf sowie die Hochgeschwindigkeitsumformung durch Sprengstoff an.
Skulpturmodell Dinosaurier bisher kalt geblasen, dann Gasdicht verschweißt und mit Wasser gefüllt. Hitze für Wasserdampfdruck durch Strohfeuer ---> Extrusion.
Das Freiform Luftdruck Modellierverfahren in seiner Anwendung für die Kunst. Resultierende Ergebnisse des Pilotprojektes "Freiform Luftdruck Modellierverfahren"für zusammengeschweißte Stahlblech-Hohlkörper.
Delfin Rohkörper
Delfin Rohkörper. Ausgangsmaterialstärke ST 37 Stahlblech 1,2mm. Nach Erreichen der Dehnungsstreckgrenze durch Bersten, Materialstärke: 0,10-0,16mm.
Stahldelfin. Geblasener Stahl, osmotisch verkupfert und lackiert.
Stahldrache der 1. Generation. Unter Luftdruck durchgeglüht und dadurch extrudiert. Durch individuelle und partielle Wärmeeinbringung mit
der Brennerflamme erfolgt die künstlerische expansionelle Modellierung.
Stahldrachen der 2. Generation. Unter Luftdruck durchgeglüht und dadurch extrudiert. Durch individuelle und partielle Wärmeeinbringung mit
der Brennerflamme erfolgt die künstlerische expansionelle Modellierung.
Nach dem Erreichen der Streckgrenze reduziert sich die Materialstärke von 1,24 mm auf circa 0,16 mm bei einem Faktor von 7. Durch Aufschweißen
neuer Bleche bzw. das Zuschweißen der Stellen die geborsten sind, wird die Gasdichtigkeit zur Weitermodellierung wiederhergestellt.
Vorteile des Modellierverfahrens für die Kunst sehen wir in erster Linie insofern als bahnbrechend, weil die Kunstwerke ökonomisch effektiv
produzierbar sind. Gerade wegen des geringen Eigengewichtes und der hohen Körperfestigkeit, gegeben durch die optimal gleichmäßige Expansion bei dem Durchglühen unter Luftdruck, bietet sich unserer Meinung nach ein Optimum für überdimensional große Kunstwerke an.
Stahlblech über Pferde Positivform im Vakuum mit dem Bleihammer abgeformt
Luftdruck Modellierverfahren durch Vakuumbehandlung für siliziumhaltiges Stahltiefziehblech.
1. Abgeformter Pferde Rohling.
2. Mangan Stahl angereicherte Pferdeform.
3. Das fertige Ergebnis.
Stahlsäule Monolith
Im Wechsel mit Druckluftmodellierung, sowie Kompression durch Vakuum, ohne jegliche Hammerschlageinwirkung im Modelationsprozess. Durch die Materialermüdung knittert das Blech und es entstehen die rudimentären Urgesteinsnachbildungen.


 Infolge des Durchknetens beim Schmieden wird das Stahlgefüge verfeinert und verdichtet. Stahl enthält neben dem überwiegend vorhandenen Eisen stets Kohlenstoff. Weiter finden sich einige andere Stoffe in geringen Hundertsätzen vor, wie Silizium, Mangan, Phosphor, Schwefel und andere mehr.
Kohlenstoff beeinflußt stark die Eigenschaften des Stahles.
Infolge des Durchknetens beim Schmieden wird das Stahlgefüge verfeinert und verdichtet. Stahl enthält neben dem überwiegend vorhandenen Eisen stets Kohlenstoff. Weiter finden sich einige andere Stoffe in geringen Hundertsätzen vor, wie Silizium, Mangan, Phosphor, Schwefel und andere mehr.
Kohlenstoff beeinflußt stark die Eigenschaften des Stahles.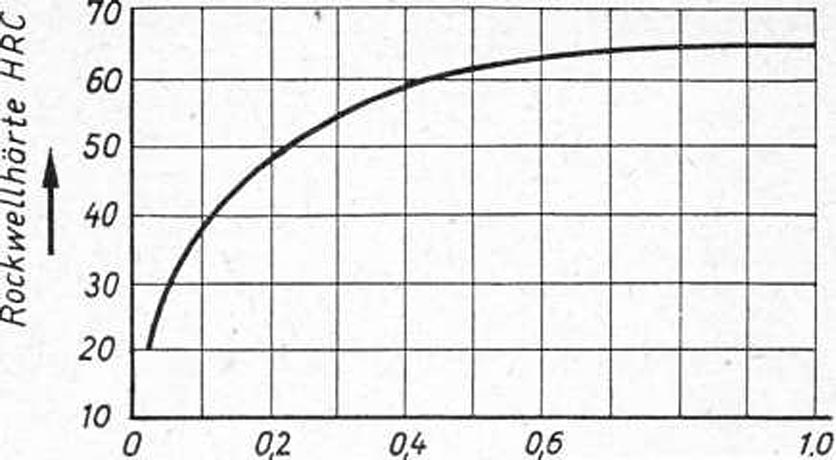 % Kohlenstoffgehalt. Die Kurve gibt die in Abhängigkeit vom Kohlenstoffgehalt höchst erreichbaren Härtewerte an.
% Kohlenstoffgehalt. Die Kurve gibt die in Abhängigkeit vom Kohlenstoffgehalt höchst erreichbaren Härtewerte an.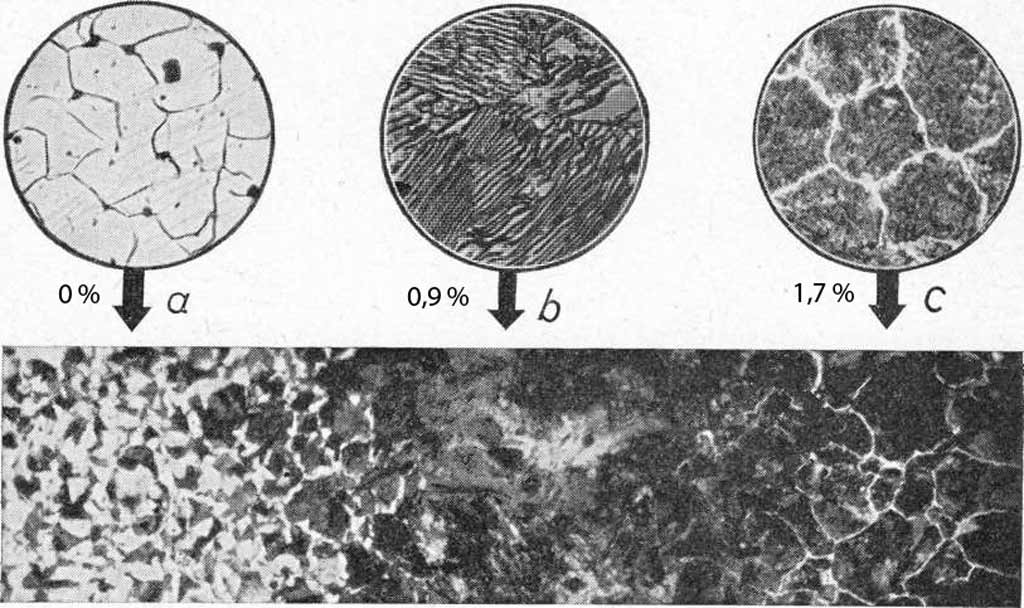 Schliffbild mit ansteigendem Kohlenstoffgehalt.
Schliffbild mit ansteigendem Kohlenstoffgehalt.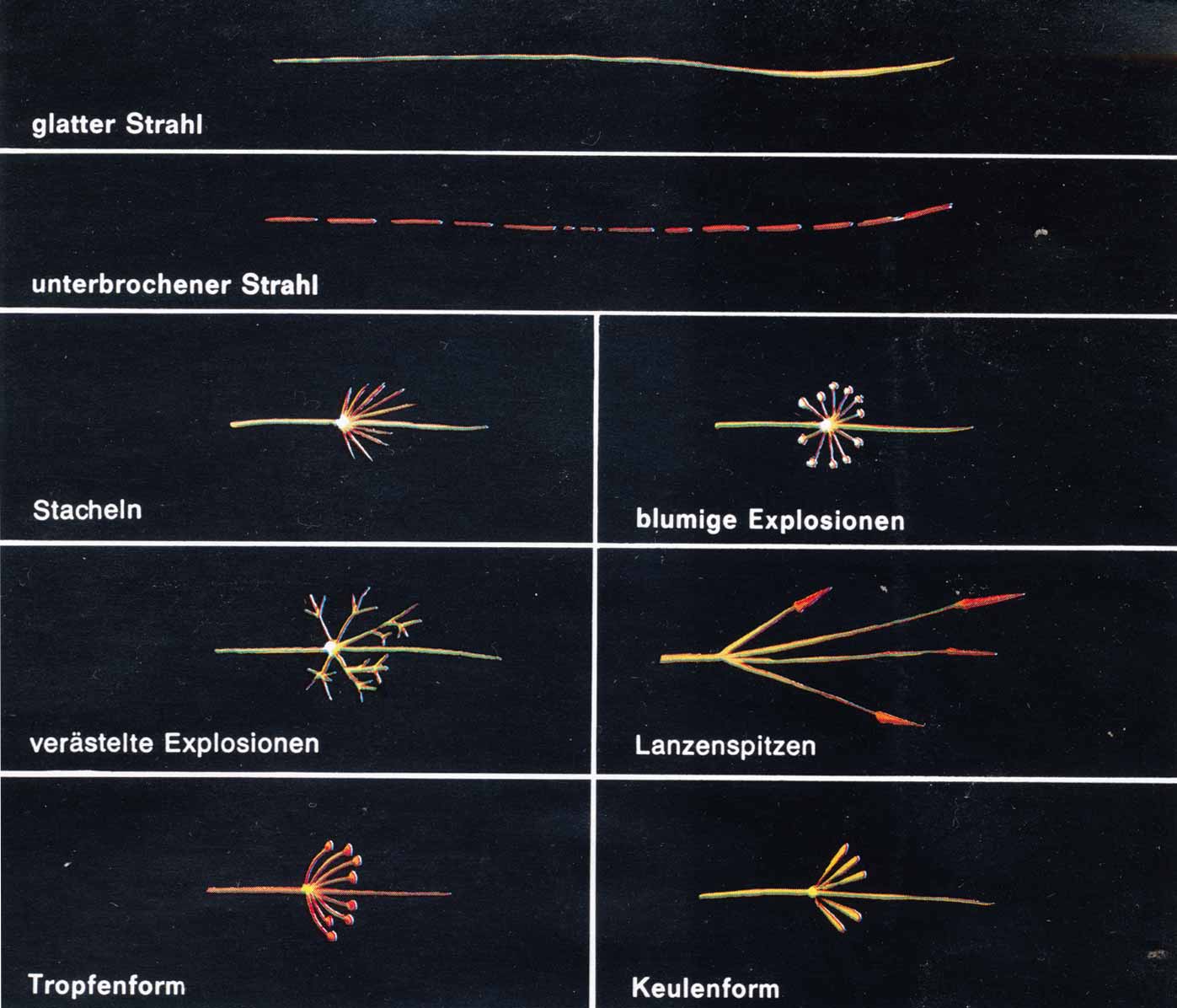 Mn, Cr, Ni, V und Co als Legierungselemente von Stahl haben wenig oder keinen Einfluß auf die Funkenbilder.
Mn, Cr, Ni, V und Co als Legierungselemente von Stahl haben wenig oder keinen Einfluß auf die Funkenbilder.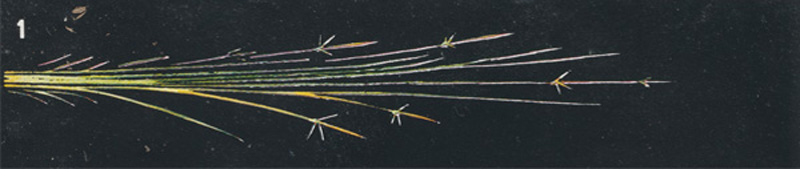 Einsatzstahl C 15.
Einsatzstahl C 15.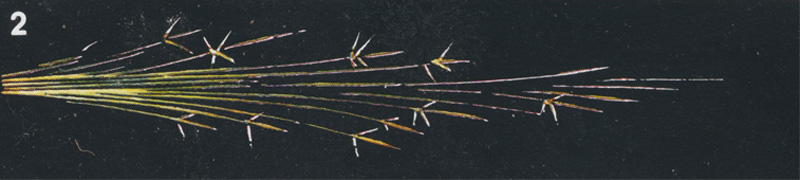 Vergütungsstahl C 45. 0,45 C; 0,25 Si; 0,65 Mn. Farbe: Gelb-weiß. Form: Viele stachelförmige C-Explosionen. Einfluß von C.
Vergütungsstahl C 45. 0,45 C; 0,25 Si; 0,65 Mn. Farbe: Gelb-weiß. Form: Viele stachelförmige C-Explosionen. Einfluß von C.
 Werkzeugstahl C 100.
Werkzeugstahl C 100.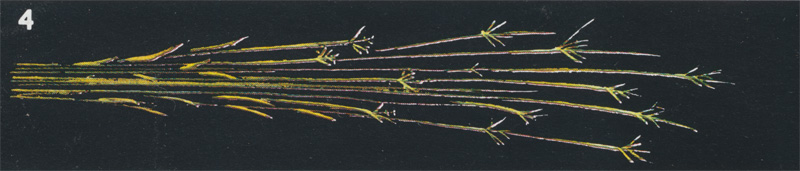 Leg. Werkzeugstahl 60 Mn Si 4.
Leg. Werkzeugstahl 60 Mn Si 4.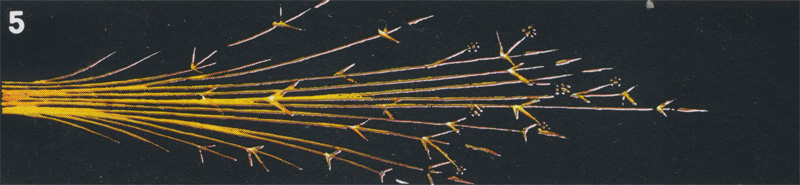 Federstahl 45 Cr Mo V6 7.
Federstahl 45 Cr Mo V6 7.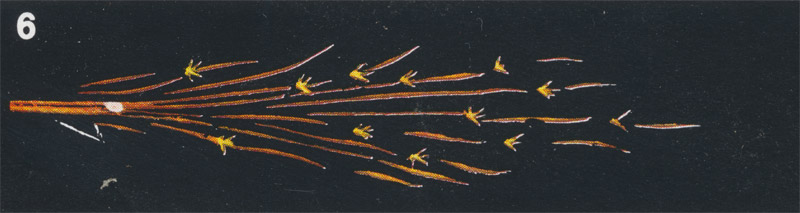 Legierter Werkzeugstahl 105 W Cr 6.
Legierter Werkzeugstahl 105 W Cr 6.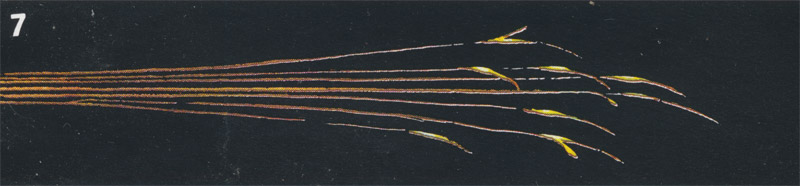 Warmarbeitsstahl 45 W Cr V 7.
Warmarbeitsstahl 45 W Cr V 7. Kaltarbeitsstahl X 210 Cr W 12.
Kaltarbeitsstahl X 210 Cr W 12.  Schnellarbeitsstahl S 18 - 0 -1
Schnellarbeitsstahl S 18 - 0 -1  1. Ausgebrannte Pferdeformen für das Abstrakte Einhorn.
1. Ausgebrannte Pferdeformen für das Abstrakte Einhorn. 2. Schleifen des Abstrakten Einhorns nach dem verschweißen, in der selbstgebauten X Y Z Koordinaten Kreuz Schleifvorrichtung.
2. Schleifen des Abstrakten Einhorns nach dem verschweißen, in der selbstgebauten X Y Z Koordinaten Kreuz Schleifvorrichtung. 3. Das fertige Produkt. Stahlskulptur Abstraktes Einhorn. Technik: Verschweißte Stahlbleche. Mit Anlauffarben. Geschliffen und lackiert mit 2K Klarlack.
3. Das fertige Produkt. Stahlskulptur Abstraktes Einhorn. Technik: Verschweißte Stahlbleche. Mit Anlauffarben. Geschliffen und lackiert mit 2K Klarlack.

 Stahl Skulptur Rennpferd auf Kufen. Schwingskulptur.
Stahl Skulptur Rennpferd auf Kufen. Schwingskulptur. Abstraktes Kunstwerk KH Stahlfigur.
Abstraktes Kunstwerk KH Stahlfigur.
 Schmetterlinge aus Stahlblech mit Anlauffarben verziert.
Schmetterlinge aus Stahlblech mit Anlauffarben verziert.
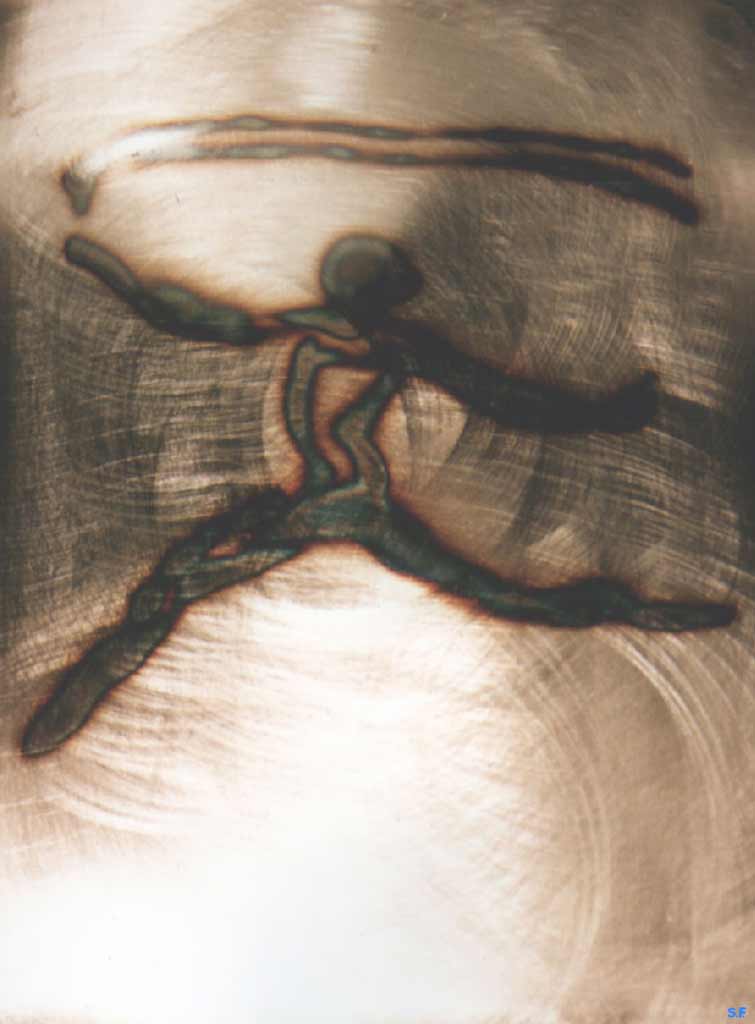 Stahlbild Fackelläuferin. Stahlblech mit Stahl Anlauffarben, gemalt mit der Brennerflamme.
Stahlbild Fackelläuferin. Stahlblech mit Stahl Anlauffarben, gemalt mit der Brennerflamme.

 etwa 600-720 Mpa
etwa 600-720 Mpa
 Änderung der Gitterstruktur des reinen Eisens.
Änderung der Gitterstruktur des reinen Eisens.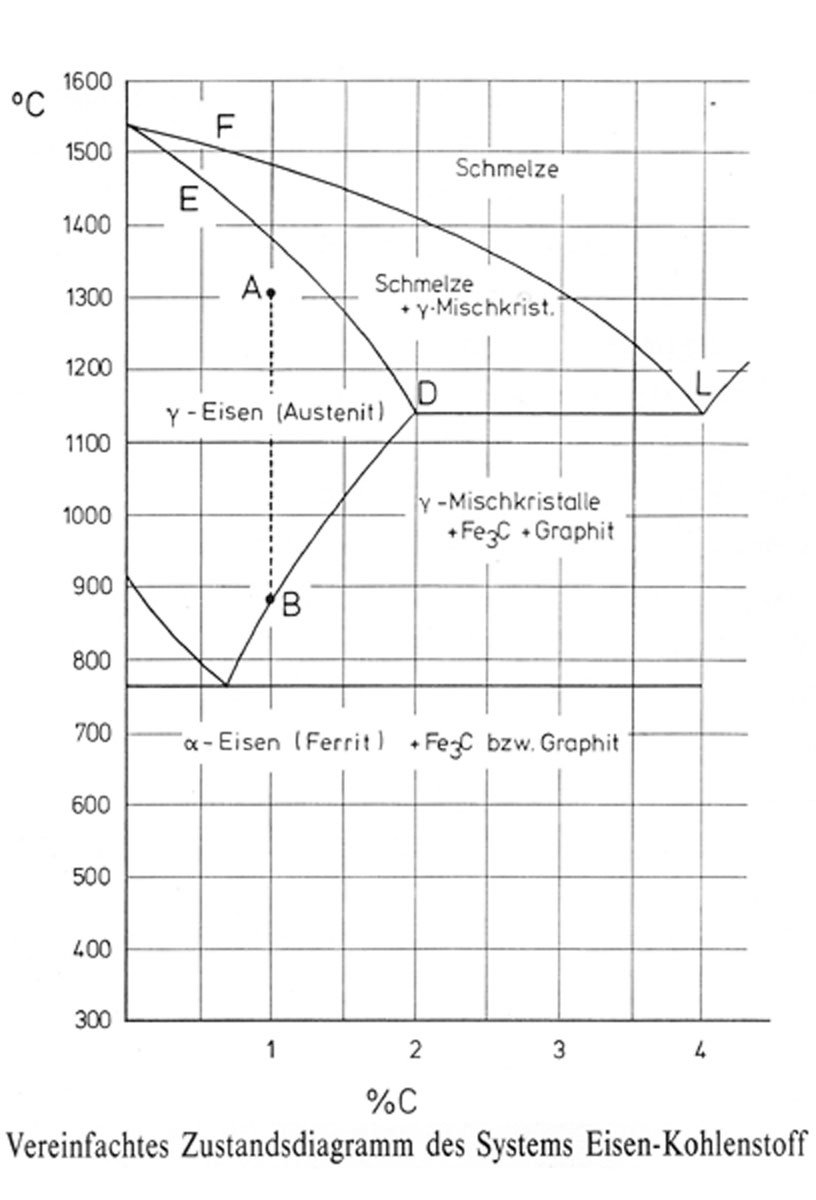 Vereinfachtes Zustandsdiagramm des Systems Eisen-Kohlenstoff
Vereinfachtes Zustandsdiagramm des Systems Eisen-Kohlenstoff Spanend geformt
Spanend geformt 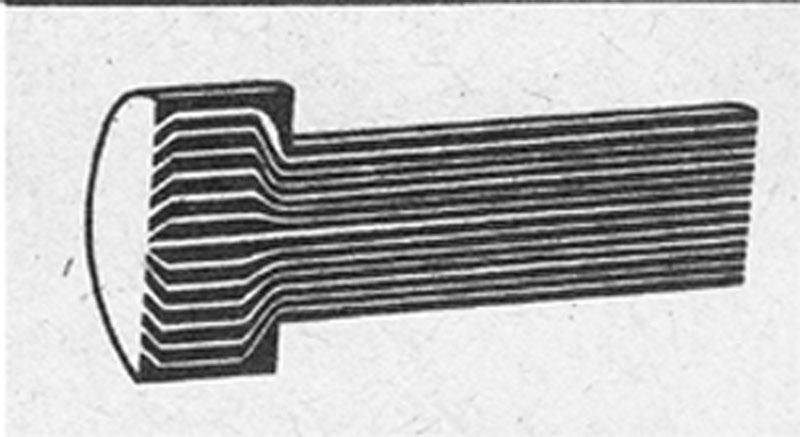 Geschmiedet
Geschmiedet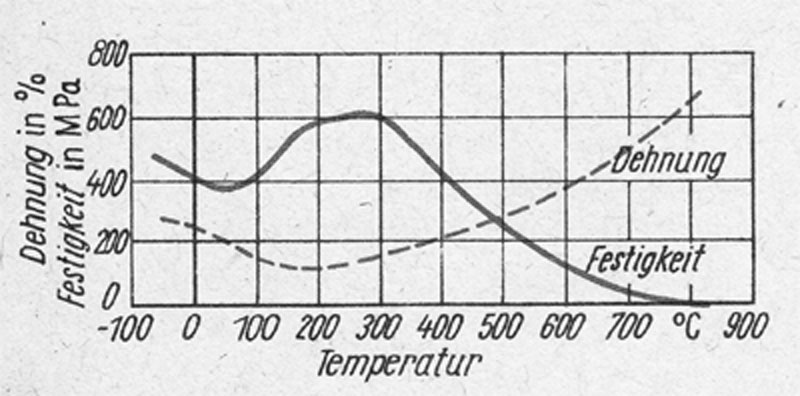 Festigkeit und Dehnung von St 42 bei höheren Temperaturen
Festigkeit und Dehnung von St 42 bei höheren Temperaturen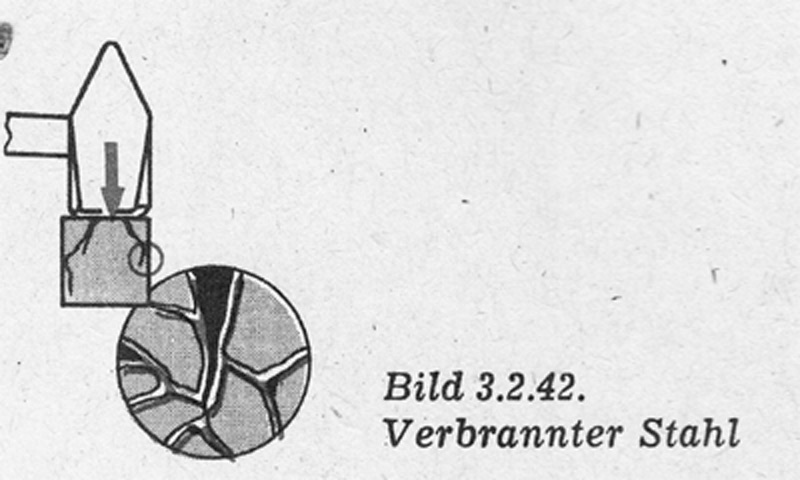 Wird glühender Werkzeugstahl lange dem Luftstrom des Gebläses ausgesetzt, verbrennt der Luftsauerstoff den Kohlenstoff der Randschicht, der Stahl ist nicht mehr härtbar. Es muß immer Kohle über der Luftdüse liegen, um den Luftstrom zu verteilen. Schwefel aus der Kohle bildet an den Korngrenzen des erwärmten Stahls Schwefeleisen FeS, der Stahl wird rot- oder warmbrüchig. Frische Kohle muß deshalb an den Rand des-Feuers gelegt werden, wo der Schwefel verbrennt - die Kohle "abflammt".
Wird glühender Werkzeugstahl lange dem Luftstrom des Gebläses ausgesetzt, verbrennt der Luftsauerstoff den Kohlenstoff der Randschicht, der Stahl ist nicht mehr härtbar. Es muß immer Kohle über der Luftdüse liegen, um den Luftstrom zu verteilen. Schwefel aus der Kohle bildet an den Korngrenzen des erwärmten Stahls Schwefeleisen FeS, der Stahl wird rot- oder warmbrüchig. Frische Kohle muß deshalb an den Rand des-Feuers gelegt werden, wo der Schwefel verbrennt - die Kohle "abflammt".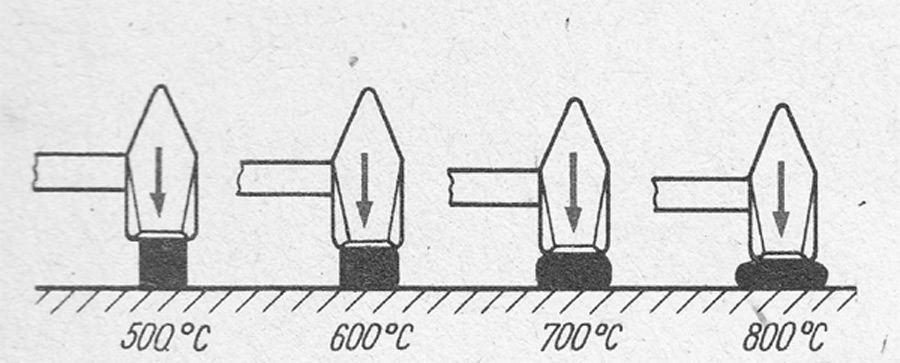 Einfluß der Temperatur des Werkstoffs auf seine Formbarkeit.
Einfluß der Temperatur des Werkstoffs auf seine Formbarkeit. Skulpturmodell Dinosaurier bisher kalt geblasen, dann Gasdicht verschweißt und mit Wasser gefüllt. Hitze für Wasserdampfdruck durch Strohfeuer ---> Extrusion.
Skulpturmodell Dinosaurier bisher kalt geblasen, dann Gasdicht verschweißt und mit Wasser gefüllt. Hitze für Wasserdampfdruck durch Strohfeuer ---> Extrusion.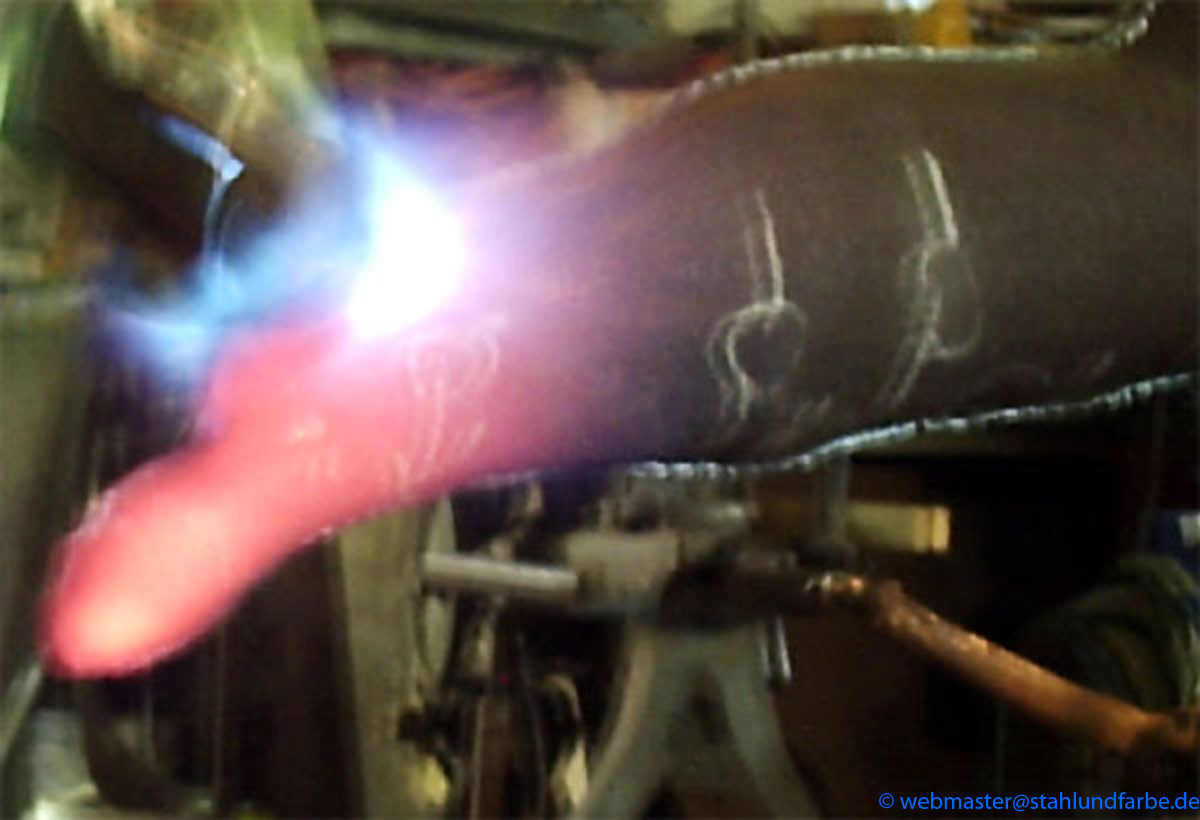

 Delfin Rohkörper. Ausgangsmaterialstärke ST 37 Stahlblech 1,2mm. Nach Erreichen der Dehnungsstreckgrenze durch Bersten, Materialstärke: 0,10-0,16mm.
Delfin Rohkörper. Ausgangsmaterialstärke ST 37 Stahlblech 1,2mm. Nach Erreichen der Dehnungsstreckgrenze durch Bersten, Materialstärke: 0,10-0,16mm.
 Stahldrache der 1. Generation.
Stahldrache der 1. Generation. Stahldrachen der 2. Generation.
Stahldrachen der 2. Generation.

 Luftdruck Modellierverfahren durch Vakuumbehandlung für siliziumhaltiges Stahltiefziehblech.
Luftdruck Modellierverfahren durch Vakuumbehandlung für siliziumhaltiges Stahltiefziehblech.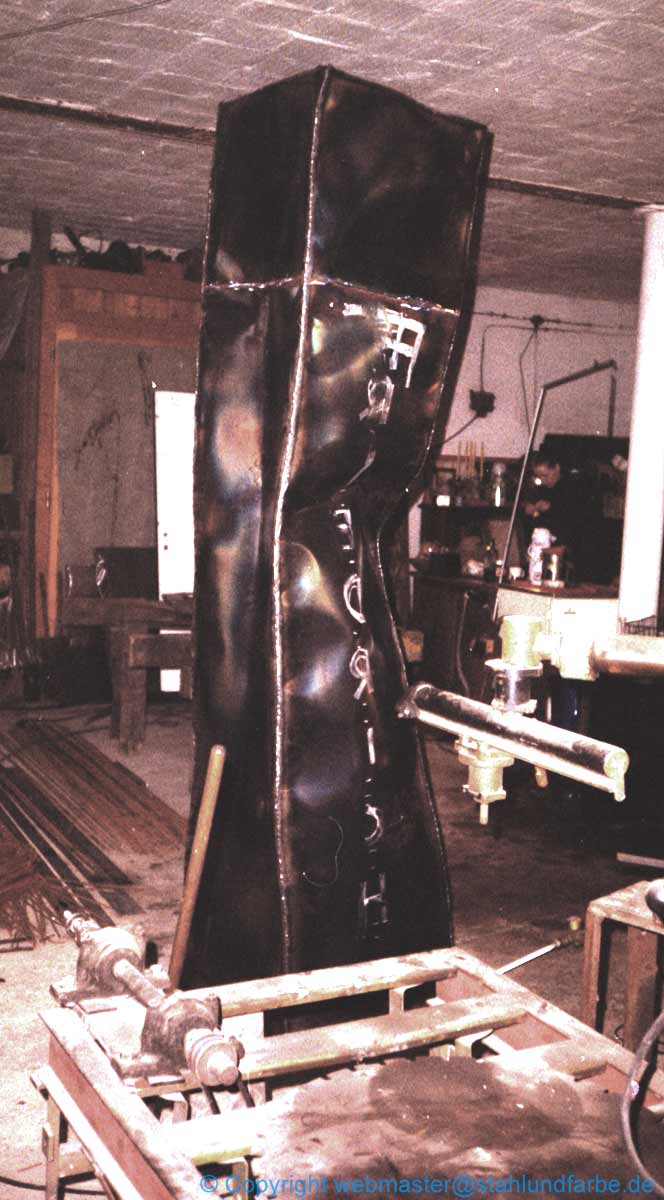 Im Wechsel mit Druckluftmodellierung, sowie Kompression durch Vakuum, ohne jegliche Hammerschlageinwirkung im Modelationsprozess. Durch die Materialermüdung knittert das Blech und es entstehen die rudimentären Urgesteinsnachbildungen.
Im Wechsel mit Druckluftmodellierung, sowie Kompression durch Vakuum, ohne jegliche Hammerschlageinwirkung im Modelationsprozess. Durch die Materialermüdung knittert das Blech und es entstehen die rudimentären Urgesteinsnachbildungen.
 Artwork Flamepainting
Artwork Flamepainting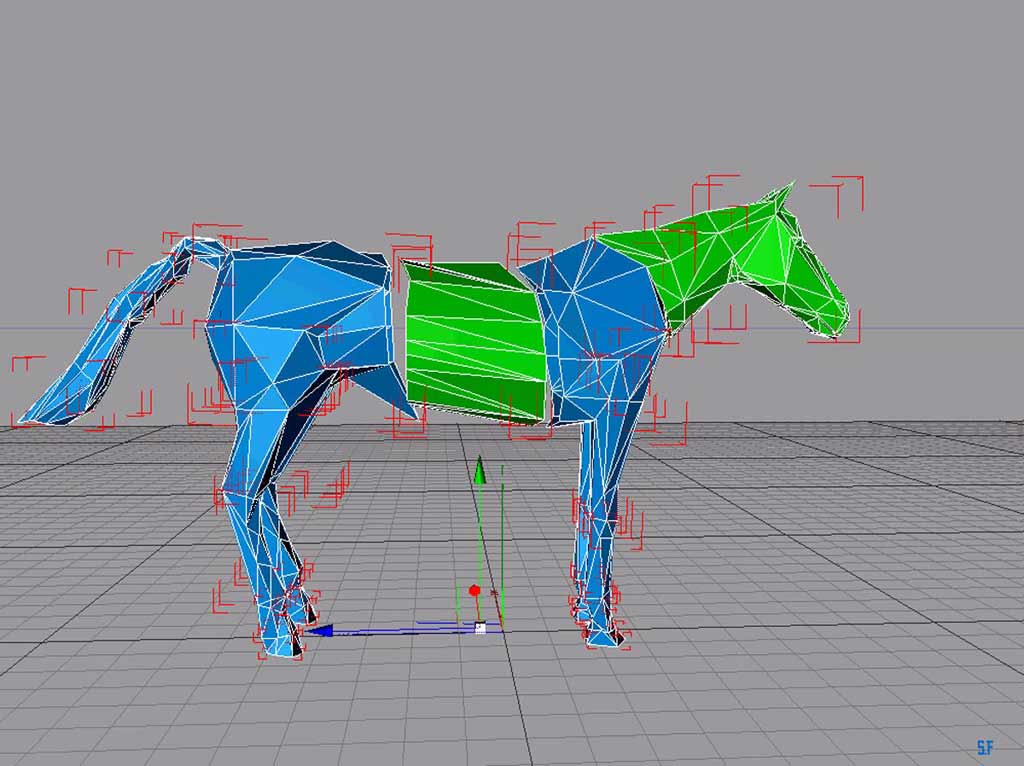 Renderbild von einer lebensgroßen Pferde Stahlskulptur, die mit Hilfe des Computers in 3D modelliert wurden.
Renderbild von einer lebensgroßen Pferde Stahlskulptur, die mit Hilfe des Computers in 3D modelliert wurden.